Zur Probe
Systematische Untersuchung von Hydrovakuumzyklonen



Zusammenfassung: Hydrozyklone sind unverzichtbarer Bestandteil mobiler Separationsanlagen, da sie hohe Trennwirkung bei vorteilhaft einfacher Konstruktion aufweisen. Eine spezielle Bauart dieser Trennapparate sind Hydrovakuumzyklone. Als charakteristisches Merkmal weisen sie einen automatisch arbeitenden Verschlussmechanismus im Unterlauf des Zyklons auf. Der Verschluss begrenzt Flüssigkeitsverluste über den Unterlauf
und begünstigt somit die Wiederverwendung zugeführter Bohrspülungsadditive, wie
z. B. Bentonit. Da das Trennverhalten von Hydrovakuumzyklonen mit den bekannten Berechnungsansätzen für konventionelle Hydrozyklone nicht vorhersagbar ist, wurde in einem Gemeinschaftsprojekt mit Beteiligung der Herrenknecht AG, der ITE GmbH,
des Fraunhofer-Instituts für Umwelt, Sicherheits- und Energietechnik UMSICHT und
der Fachhochschule Osnabrück ein 15’’-Hydrovakuumzyklon unter Praxisbedingungen systematisch untersucht.
1 Ausgangssituation
Im Tunnelbau legen Geologie, Vortriebsgeschwindigkeit und Durchmesser der Bohrmaschine die Anforderungen an die nachgeschaltete Separationsanlage fest. Diese ist modular aufgebaut und besteht aus einer spezifischen Konfiguration von Tankbehältern, Zentrifugalpumpen, Siebmaschinen und Hydrozyklonen, ggf. ergänzt durch Flockungsanlagen und Dekanter.
Separationsanlagen werden an die geologischen Verhältnisse angepasst, insbesondere an die zu erwartende Kornverteilung der Bohrtrübe, deren Dichte und Viskosität. Die installierten Aggregate sind für die Trennung einzelner Kornklassen ausgelegt: Grobabscheider separieren kiesige Gesteinsanteile, sandige Anteile werden mit Hydrozyklonen, Schluff und Lehm (Feinkorn) mittels Zentrifugen abgetrennt. Für große Durchsätze erfolgt eine Parallelschaltung der genannten Komponenten. Bild 1 zeigt beispielhaft den typischen Aufbau einer mobilen Separationsanlage.
Die Bohrtrübe wird mit Kreiselpumpen von der Tunnelbohrmaschine auf den Grobabscheider gefördert. Der Unterlauf des Grobabscheiders fällt in einen Tank, aus dem eine zweite Kreiselpumpe ansaugt und die Hydrovakuumzykloneinheit mit Suspension speist. Um Sedimentation im Tank zu verhindern ist der Tank mit einem Rührwerk ausgestattet.
Die Trübe wird einer Staffel parallel geschalteter Hydrovakuumzyklone über einen Stauverteiler zugeführt. Die Gummitasche am Unterlauf eines Hydrovakuumzyklons ist durch die sogenannte „Lufthebewirkung“, welche einen Unterdruck im Zyklon erzeugt, verschlossen, so dass sich im Zyklon oberhalb der Tasche Feststoff anreichert. Wird durch eine charakteristische Feststoffmenge die Haltekraft der Verschlusstasche erreicht, öffnet diese und entlässt Feststoff aus dem Zyklon. Hydrovakuumzyklone tragen die abgetrennte Feststofffraktion also zyklisch, entsprechend der sich automatisch einstellenden Öffnungsfrequenz aus.
Der gereinigte Oberlauf des Zyklons wird in den Bohrspülungskreislauf zurückgeführt, sofern keine weitere Trennung der Feinkornfraktion mittels Flockungs- und Dekantiertechnik erforderlich ist. Der Unterlauf lässt sich mit einer Schwingsiebmaschine weiter entwässern, bis der abgetrennte Feststoff schließlich eine deponierfähige Konsistenz erreicht.
Tunnelbohrmaschine und Separationsanlage bilden ein Kreislaufsystem und sollten bestmöglich aufeinander abgestimmt sein. Je effektiver die Separationsanlage der Bohrspülung den Feststoffanteil entzieht, desto wirtschaftlicher ist der Kreislaufbetrieb. Während des Tunnelbaus ändern sich die physikalischen Eigenschaften der Bohrspülung fortwährend, dabei sind insbesondere Änderungen in der Feststoffbeladung und Korngrößenverteilung für Separationsanlagen eine besondere Herausforderung.
Um schwankende Betriebsbedingungen bereits bei der Planung und Konfiguration einer Separationsanlage ausreichend berücksichtigen zu können, wurde ein Teststand konzipiert, der die realitäts- und praxisnahe Untersuchung des Trennverhaltens von Hydrozyklonen erlaubt. Mit diesem Teststand lassen sich unterschiedliche Betriebszustände simulieren und analysieren. Volumenstrom, Feststoffart und -verteilung sowie Bauart und Konfiguration der Hydrozyklone sind variabel.
2 Experimentelle Untersuchungen
Der Versuchsstand entspricht im Aufbau prinzipiell dem einer mobilen Separationsanlage. Er ist dafür ausgelegt, Staffeln von Hydrozyklonen im Originalmaßstab zu testen. In einem ersten Schritt ist ein einzelner 15“-Hydrovakuumzyklon untersucht worden, um Einflüsse des Verteilersystems auszuschließen. Die Untersuchung soll Aufschluss über das Trennverhalten des Apparates bei Variation des Feststoffgehal-tes der Suspension und des Volumenstroms liefern. Bild 2 zeigt den Versuchsstand.
Zur Bewertung der Trennleistung werden Trenngradkurven ermittelt und aus diesen charakteristische Kennzahlen abgeleitet. Zusätzlich wird der Feststoffgehalt im Unterlauf bestimmt, um ein Maß für den Flüssigkeitsverlust zu erhalten.
Um den experimentellen Aufwand zu begrenzen, bieten sich Methoden der statistischen Versuchsplanung an. Diese er-möglichen es, aus einer möglichst geringen Anzahl von Experimenten einen maximalen Informationsgehalt zu gewinnen. Hierzu sind geeignete Grenzwerte für die variablen Einflussgrößen festzulegen. Je mehr Betriebspunkte untersucht werden, desto genauer wird das zu untersuchende System beschrieben. Oftmals genügt jedoch bereits die Untersuchung an signifikanten Punkten eines Versuchsge-bietes um Effekte zu quantifizieren.
Der Teststand wurde von der Herrenknecht AG in den Räumlichkeiten der ITE GmbH in Alsdorf bei Aachen aufgebaut, um den Betrieb eingesetzter Hydrozyklone unter Praxisbedingungen zu untersuchen. Die ITE GmbH ist Zulieferer der Herrenknecht AG für die Separationstechnik im Bereich der Microtunneling Maschinentechnik.
In den unteren Tank ist Quarzsand als Feststoff eingefüllt und mit Wasser vermischt worden. Ein Rührwerk sorgt dafür, dass die Suspension im Tank nicht sedimentiert. Aus dem Tankbereich wird mittels einer Kreiselpumpe die Suspension angesaugt und dem Hydrovakuumzyklon zugeführt. Ober- und Unterlauf des Hydrovakuumzyklons werden in den Tank zurückgeführt. Der Teststand bildet somit ein Kreislaufsystem.
Zur Einstellung des Volumenstroms wird der Motor der Kreiselpumpe über einen Frequenzumrichter gesteuert. Die Messung des Volumenstroms erfolgt in der Druckleitung der Pumpe über einen magnetisch-induktiven Durchflussmesser. Unterhalb der Unterlauftasche des Hydrovakuumzyklons befindet sich ein Gefäß zur Volumenstrombestimmung des Unterlaufs. Der Volumenstrom im Oberlauf wird mittels einer Massenbilanz berechnet. Der Systemdruck wird jeweils im Einlauf und im Oberlauf des Zyklons erfasst.
Proben können im Unter- und Oberlauf genommen werden. Diese sind am Fraunhofer-Instituts für Umwelt, Sicherheits- und Energietechnik UMSICHT mittels Laser-beugungsspektrometrie vermessen worden. Die erhaltenen Kornverteilungsanalysen lassen sich mit gängigen Methoden der Partikeltechnologie auswerten.
3 Bewertung des Trennprozesses
Klassiergeräte trennen das Aufgabegut in zwei Fraktionen, das Grob- und das Feingut. Im Hydrozyklon findet sich das Grobgut im Unterlauf und das Feingut im Oberlauf. Zudem erfolgt eine Teilung des eintretenden Volumenstroms in zwei Ströme mit unterschiedlichen Massenanteilen an Feststoff und Flüssigkeit.
Ein idealer Trennprozess ergibt eine eindeutige Trennkorngröße und zwei deutlich getrennte Kornverteilungen, wobei alle Partikeln, die größer als die Trennkorngröße sind in die Grobgutfraktion und alle die kleiner sind in die Feingutfrak-tion gelangen. Bei realen Trennprozessen finden sich stets Partikeln, die kleiner als das Trennkorn sind, im Grobgut, bzw. die größer als das Trennkorn sind im Feingut. Diese Anteile werden als Fehlkorn bezeichnet. In der Kornvertei-lung überschneiden sich also die Kurven des Grob- und Feingutes, wobei die Summe aus beiden Verteilungen die Ausgangskornverteilung darstellt.
Für den Begriff des Trennkorndurchmessers existieren verschiedene Definitionen. Der Schnittpunkt der beiden Verteilungskurven wird analytischer Trennkorndurchmesser genannt. Dieser besitzt jedoch nur für Kornverteilungen desselben Trennapparates Aussagekraft, da er die Massenstromaufteilung der Aufgabemasse nicht berücksichtigt.
Mit den auf das Aufgabegut bezogenen Grob- und Feingutanteilen g bzw. f, die in der Trenntechnik oftmals als „Masseausbringen“ bezeichnet werden,
g = mG bzw. f = mF (1)
mA mA
lässt sich die Trenngradkurve T(x), auch als Tromp’sche-Kurve bekannt, aus den Kornverteilungskurven des Grob- und Feingutes berechnen:
T(x) ; g ·qG(x) = g ·qG(x) (2)
qA(x) g ·qG(x) + f ·qF(x)
Die Verteilungsdichte g(x) lässt sich aus der Verteilungssumme Q(x) ableiten:
q(x) = dQ(x) (3)
dx
Bild 3 zeigt diesen Zusammenhang schematisch anhand der Verteilungssummenkurven.
Aus der Trenngradkurve lässt sich die Trennschärfe ableiten. Sie ist ein Maß für die Abweichung der realen von der idealen Trennung. Je steiler die Trenngradkurve verläuft, desto schärfer ist die Trennung. Zumeist ist die Trennschärfe k definiert als
k ; x25 (3)
x75
wobei die Partikelgrößen x25 und x75 aus der Trenngradkurve bei den Funktionswerten T(x) = 0,25 bzw. 0,75 ablesbar sind. Je schärfer die Trennung, desto mehr nähert sich die Trennschärfe dem Wert 1.
Der Trennkorndurchmesser xT charakterisiert die Kornklasse, die mit gleicher Häufigkeit im Grob- und Feingut zu finden ist.
4 Ergebnisse
Im Rahmen der Untersuchung ist die Feststoffkonzentration der eingesetzten Suspension zwischen 50 und 400 g/l sowie der Volumenstrom der Suspension zwischen 100 und 145 m3/h variiert worden. Dieser Variationsbereich entspricht realen Betriebsbedingungen, so dass die erzielten Ergebnisse direkt übertragbar sind.
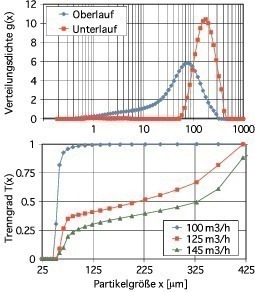
Bild 4 zeigt typische Partikelgrößenverteilungen, wie sie sich im regulären Arbeitsbereich des Hydrovakuumzyklons im Ober- und Unterlauf ergeben. Aus solchen Verteilungen lassen sich gemäß Gleichung 2 die dargestellten Trennkurven ableiten, aus denen sich wiederum die charakteristischen Partikelgrößen ergeben.
Die Trennwirkung des Hydrovakuumzyklons ist deutlich zu erkennen. Die gröberen Kornklassen > 50 µm haben sich im Unterlauf des Hydrovakuumzyklons konzentriert. Die Feinanteile werden hauptsächlich mit dem Oberlauf ausgetragen.
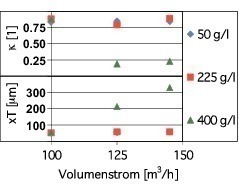
Generell ist mit steigender Feststoffkonzentration und steigendem Volumenstrom ein moderater, nahezu linearer Anstieg des Trennkorndurchmessers xT festzustellen. Bei hohen Feststoffbeladungen und großen Volumenströmen ändert sich das Trennverhalten des Apparates jedoch signifikant. In diesem „Überlastungsbereich“ nimmt die Steilheit der Trennkurve ab (vgl. Bild 4), der Trennkorndurchmesser xT steigt deutlich an bei verringerter Trennschärfe (Bild 5).
Dieses festgestellte Überlastungsverhalten resultiert aus dem sich im Zyklon einstellenden Unterdruck sowie aus den zunehmenden Wechselwirkungen im Partikelschwarm. Der Hydrovakuumzyklon verfügt über eine Oberlaufleitung, die bis in den Tankbereich unterhalb des Unterlaufs führt. Diese Leitungsführung bewirkt die „Lufthebewirkung“ und er-zeugt im Hydrozyklon einen Unterdruck, der von der Dichte der Suspension sowie vom Höhenunterschied zwischen Unterlauf und Öffnung der Oberlaufleitung abhängig ist. Dieser Zusammenhang konnte durch eine Variation der Oberlaufleitungslänge experimentell bestätigt werden. Der sich im Hydrozyklon einstellende Unterdruck bestimmt wiederum die Haltekraft der Verschlusstasche, damit die Öffnungsfrequenz und insgesamt die Trennwirkung.
Während der Hydrovakuumzyklon im regulären Arbeitsbereich nahezu gleiches Trennverhalten zeigt, bricht die Trennleistung im Überlastungsbereich ohne ausgeprägtes Übergangsverhalten ein. Eine sequentielle Arbeitsweise der Verschlusstasche ist nicht mehr zu beobachten. Hydrovakuumzyklone verhalten sich somit anders als Hydrozyklone normaler Bauart, welche mit steigendem Volumenstrom einen schärferen Trennschnitt erzielen
Arbeitet der Hydrovakuumzyklon unter normaler Belastung, ändert sich die Trennschärfe bei ansteigenden Volumenströ-men nicht signifikant (Bild 5). Dieses Verhalten ist ebenfalls auf die Funktion der Verschlusstasche zurückzuführen, die auf größere Volumenströme mit einer Erhöhung der Öffnungsfrequenz reagiert. Die charakteristische Festbett-höhe im Apparat bleibt nahezu konstant.
Es konnte nachgewiesen werden, dass mit steigender Suspensionsdichte (bedingt durch erhöhte Feststoffbeladung) das Druckniveau im Apparat sinkt und sich somit mehr Feststoff anstaut, bis die Verschlusstasche öffnet. Je mehr Feststoff im Apparat akkumuliert, desto weniger Raum steht den Partikeln im Zentrifugalfeld der Strömung zur Klassierung zur Verfügung. Die Wechselwirkungen zwischen den Partikeln intensivieren sich ebenfalls, so dass sich grobe und feine Partikeln während des Trennvorgangs gegenseitig in der Bewegung behindern. Folglich verringert sich die Trennschärfe.
Generell gilt, dass Hydrovakuumzyklone größere Trennkorndurchmesser aufweisen als Hydrozyklone normaler Bauart, da die Verschlusstasche den Hydrozyklon in den sogenannten Dichtstrombetrieb zwingt, der zum Aufbau eines Festbettkörpers im Apparat führt. Der Dichtstrombetrieb verursacht auf der anderen Seite auch eine stärkere Eindickung des Unterlaufs und somit einen geringeren Flüssigkeitsverlust, was für die Trennung von Bohrspülungen von Vorteil ist. Für Hydrovakuumzyklone ist also in der hier beschriebenen Anwendung stets ein Kompromiss zwischen kleinem Trennkorndurchmesser und maximaler Eindickung des Unterlaufs zu suchen. Da eine verfahrenstechnische Auslegung des Apparates mit theoretischen Methoden bislang nicht gelingt, ist der Verfahrensingenieur auf experimentelle Untersuchungen angewiesen. Diese können nun mit Hilfe des Teststandes und der Bereitstellung wissenschaftlicher Analyse- und Auswer-tungsmethoden durchgeführt werden.
Der Fortschritt im Erkenntnisstand zur Auslegung von Hydrovakuumzyklonen, der sich letztlich zu Gunsten der Kunden und Anwender auswirken wird, ist wesentlich auf die intensive Zusammenarbeit zwischen den beteiligten Unternehmen und Forschungseinrichtungen zurückzuführen. Während Unternehmen besonders an der Verwertung von Forschungsergebnissen interessiert sind und dafür präzise Anforderungen formulieren, bieten Forschungseinrichtungen zeiteffiziente Analysemethoden und die wissenschaftliche Begleitung einer systematischen Untersuchung als Dienstleistung an.
Die ITE GmbH, gemeinsam mit der Herrenknecht AG, wird aus den Erkenntnissen der Untersuchungen die nächste Generation der Hydrovakuumzyklone für den Tunnelbau entwickeln, um Separationsanlagen weiter zu optimieren und deren Wirkungsweise den Baustellenbedingungen anzupassen. Die eingesetzte Technik wird so in ihrer Leistungsfähigkeit gesteigert.





