Wolfram investiert in Mittersill in eine neue Sandvik Aufbereitungsanlage






Das Metall Wolfram ist in vielen Branchen die Basis für wertvolle Hightech-Komponenten. Mit der Mine in Mittersill betreibt die Wolfram Bergbau und Hütten AG einen der bedeutendsten Wolfram-Bergbaubetriebe weltweit. Da der Abbau sehr selektiv in immer größeren Tiefen erfolgt und die bergauf führenden Transportstrecken immer länger werden, wurde vor einigen Monaten in einer eigens angelegten Kaverne eine neue Aufbereitungsanlage von Sandvik errichtet.
Wolfram verfügt über sehr spezielle Eigenschaften, die es für die moderne Hightech-Industrie unverzichtbar machen. So besitzt Wolfram den höchsten Schmelzpunkt aller Metalle und ist dadurch für Hochtemperaturanwendungen in der Energie- und Lichttechnik sowie für die Raumfahrt ideal geeignet. Außerdem wird Wolfram wegen seiner sehr hohen Dichte, die mit Gold vergleichbar ist, als Schwungmasse, Gegengewicht oder Schwingungsdämpfung in der Luftfahrt-, Automobil-, Sport- und Telekommunikationstechnik genutzt. Darüber hinaus dient es als Ersatz für Blei und schirmt in der Medizintechnik Strahlung ab. In Verbindung mit Kohlenstoff als Wolframcarbid besitzt es diamantähnliche Härte und bildet die Basis moderner Schneide- und Bohrwerkzeuge für Metall-, Stein-, Holz- und Kunststoffbearbeitung. Vom haarfeinen Bohrer für elektronische Leiterplatten bis zu Werkzeugen zum Bohren von Straßen- und Eisenbahntunneln reicht das Spektrum.
Die Firma Wolfram ist ein strategisch wichtiger Teil des globalen Sandvik Konzerns und die einzige integrierte Wolframhütte außerhalb von Asien und Russland. Dadurch verfügt das Unternehmen über die Expertise in allen Schritten von der Exploration bis zum Fertigprodukt. Im hochmodernen untertägigen Bergbau in Mittersill wird Scheelit gewonnen, welches in der Steiermark im Hüttenbetrieb in St. Martin im Sulmtal zusammen mit weltweit zugekauften Wolframkonzentraten als Primärrohstoff eingesetzt wird.
Eine bedeutende Rolle nimmt das Recycling von wolframhaltigen Sekundärrohstoffen in den Recyclingcentern Chiplun/Indien und St. Martin ein, um natürliche Ressourcen zu schonen und den Kreislauf der Lieferkette vollständig zu schließen. So werden z. B. benutzte Wendeschneidplatten oder Bohrspitzen wieder zu Wolframpulver verarbeitet. Das Ziel für 2030 ist eine Recycling-Quote von 80 %. Im Sinne der Nachhaltigkeit wird an jedem Standort kontinuierlich in die Optimierung des Recyclingverfahrens, die Weiterentwicklung der zirkulären Lieferkette und die komplette Umstellung auf nachhaltige Energien investiert.
Der Bergbau und die Aufbereitung in Mittersill stellen den Beginn der Produktionsstrecke der Firma Wolfram dar. Hier sind 65 Mitarbeiter im Bergbau und weitere 25 Mitarbeiter in der Aufbereitung tätig. Der Roherztransport in die Aufbereitung erfolgt auf umweltfreundliche Weise mittels Förderbands durch einen Stollen. Aus dem Roherz wird das Scheelit-Konzentrat produziert, welches einen wichtigen Teil des Rohstoffbedarfes von Wolfram abdeckt und damit für Unabhängigkeit und Versorgungssicherheit sorgt.
Über Erkundungsbohrungen wird die Lagerstätte mit ihren unterschiedlichen Erzgehalten definiert. Zur selektiven Gewinnung des Scheelits werden unterschiedlichste Abbauverfahren angewandt. Die dabei entstehenden Hohlräume werden zur Gänze wieder verfüllt. Durchgeführt werden die Bohrarbeiten mit Vortriebsbohrwagen, Knäpperbohrwagen und Langlochbohrgeräten (Imloch- und Außenhämmer).
Verbunden sind die Abbaustellen über eine gewendelte Hauptrampe, deren Fußpunkt auf einer Seehöhe von 550 m über NN liegt. Dies ist 800 m unterhalb des Hauptmundlochs und bereits deutlich unter der vorhandenen, alten Brech- und Aufbereitungsanlage. Da mit dem fortschreitenden Abbau die Bergauf-Transportstrecke zur Brechanlage kontinuierlich länger wird, wurde 2020 die Errichtung einer komplett neuen Aufbereitungsanlage im aktuellen Abbaubereich erstmals diskutiert. Nach der Gegenüberstellung verschiedener Betriebs- und Produktionsfaktoren, bei der auch der Einsatz von E-Dumptrucks ein Thema war, wurde entschieden, dass eine neue Aufbereitungsanlage ca. 300 m unter der bestehenden Anlage errichtet werden soll. Es folgte ab 2021 eine intensive Planungsphase, in der Betriebsleiter Stefan Eggenreich und sein Team gemeinsam mit dem Projektverantwortlichen Alois Raffelsberger von Sandvik SRP eine Lösung erarbeiteten. Nach abgeschlossener Planung wurde 2021 der Auftrag für die gesamten Maschinen und den Stahlbau an Sandvik Rock Processing CEU vergeben. Bevor mit den ersten Montage-Arbeiten begonnen werden konnte, musste die Kaverne für die neue Aufbereitungsanlage ausgebrochen werden. In enger Abstimmung aller Beteiligten und der zuständigen Behörden wurde die 3D-Planung der Kaverne unter Einsatz modernster Messtechnik zentimetergenau umgesetzt.
Ende 2022 wurden die ersten Stahlbauteile sowie die Maschinen geliefert, welche sukzessive in die untertägige Kaverne verbracht wurden. Die Montage des Stahlbaus wurde durch die Firma Trost in Matrei in Osttirol begonnen. Der innovative mittelständische Stahl- und Maschinenbaubetrieb ist ein Spezialist für großdimensionale Projekte in sämtlichen Einsatzgebieten und hat mit seinem Projektabwicklungsteam in der Aufbauphase der Anlage einen wertvollen Beitrag zum Projekt geleistet. Im nächsten Schritt wurden alle Aufbereitungsaggregate – wie die Zerkleinerungs- und Siebtechnik, die Gurtbandförderer und Schubwagenaufgeber und Dosierrinnen – durch die Sandvik Techniker montiert und installiert. Die Montagearbeiten wurden Ende 2023 beendet. 2024 erfolgte die Kalt- und Warm-Inbetriebnahme, seit 22. März 2024 ist Anlage betriebsbereit.
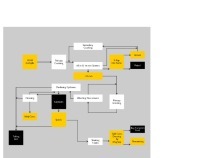
Ein Schwerpunkt in der Designphase ist die Gestaltung des schweren Vorbunkers mit dem speziell für diesen Auftrag entwickelten hydraulisch verschließbaren Nadelschieber (Needle-Gate), durch den das Sprenghaufwerk in der Größe 0 bis 1200 mm über den Sturzschacht abgezogen wird.
Im Bereich des Needle-Gate und vor dem Backenbrecher wurde jeweils ein Sandvik Rammer-Hammer 999E installiert um eventuelle Verklausungen schnell und sicher aufzulösen. Unter dem Vorbunker befindet sich ein Sandvik Schubwagen SH2071M, der das Material über einen Hydraulik-Schubboden über einen Vibrationsaufgeber SV2131 zu einem in Linie stehenden Backenbrecher CJ815 fördert. Der Einschwingen-Backenbrecher verfügt über einen Einlauf mit 1500 x 1100 mm und reduziert das Größtkorn auf 250 mm. Unter dem Backenbrecher befindet sich ein ins Gebirge gesprengtes Silo, von dem das Material über eine Abzugsrinne SP1630 von Sandvik auf die Förderstrecke zu einem Linearschwingsieb gelangt. Hier erfolgt ein Trennschnitt bei 60 mm und das Material 0 – 60 mm wird in einen Erzbunker abgeschieden. Zwei Dosierrinnen unterhalb des Erzbunkers und Gurtbandförderer aus dem Hause Sandvik transportieren das Material zu einer Steilförderanlage, von der das Material zur Tagesanlage gefördert wird. Das Material < 60 mm wird im geschlossenen Kreislauf einem Steinkegelbrecher CS840i, einem Premium-Kegelbrecher der Sandvik 800i-Serie, zugeführt. Diesem ist ein Bunkerpuffer vorgeschaltet, um die gewünschte Gleichmäßigkeit herzustellen. Im CS840i wird in der Sekundär-Brechung die Kornklasse 0 – 60 mm hergestellt. Über das Rückführband wird das Material erneut abgesiebt, bis der gewünschte Zerkleinerungsgrad erreicht ist. Die Prozess- und Layoutkonzeption, sowie das Detailed-Engineering der Anlage erfolgte durch das Sandvik-Rock-Processing-Team in enger Zusammenarbeit mit dem Kunden.
Auch wenn die Errichtung der neuen Aufbereitungsanlage eine große Investition darstellt, so ist sie im Vergleich zu den künftigen Betriebskosten eines unveränderten Transportkonzepts doch wesentlich wirtschaftlicher. Damit setzt die Wolfram Bergbau und Hütten AG einen wichtigen Schritt, um den weiteren Abbaubetrieb zukunftssicher zu optimieren.