Weißes Gold aus Tschechien


















Ende des 19. Jahrhunderts hatten der erfolgreiche Abbau von Kaolin und der damit verbundene Aufschwung der Porzellanherstellung in der Karlsbader Umgebung zur Gründung der Zettlitzer Kaolinwerke AG geführt, die 1892 den Markennamen Zettlitzer Kaolin registrieren ließ. Als direkter Nachfolger der Zettlitzer Kaolinwerke hat die Firma Sedlecký Kaolin A.s. heute ihren Hauptsitz nahe Karlsbad in Božicany und agiert als einer der führenden tschechischen Lieferanten von geschlämmten Kaolinen und Produkten auf Kaolinbasis, die vor allem für die Keramik-, Papier- und Chemieindustrie bestimmt sind (Bild 1). Der geförderte Rohstoff enthält abhängig von der jeweiligen Lagerstätte 20-40 % Kaolin, der aufgrund einer sehr hohen Reinheit über einen außergewöhnlich hohen natürlichen Weißegrad von bis zu 85 % verfügt. Des Weiteren sind Tone und Natursand im Rohstoff enthalten – davon etwa 70 % Quarzanteil sowie Feldspat als auch Glimmer.
Die Hauptkomponente des Kaolins ist Kaolinit mit einem Feinanteil von durchschnittlich 1,2-1,4 µm, der bis zu 90 % erreicht. Seine hohe Plastizität ermöglicht eine optimale Verarbeitung in der Keramikherstellung. Aufgrund der leichten Verflüssigung ist das Material ideal für die Verarbeitung in der traditionellen Gusstechnik geeignet. Verbunden mit einem natürlichen Aluminiumgehalt von 37 % bei gleichzeitig geringem Gehalt an Alkalien verfügt das Sedlitzer Kaolin in der Weiterverarbeitung insgesamt über sehr gute physikalisch-chemische Eigenschaften, wie z.B. eine hohe Feuerfestigkeit und eine hohe chemische Beständigkeit.
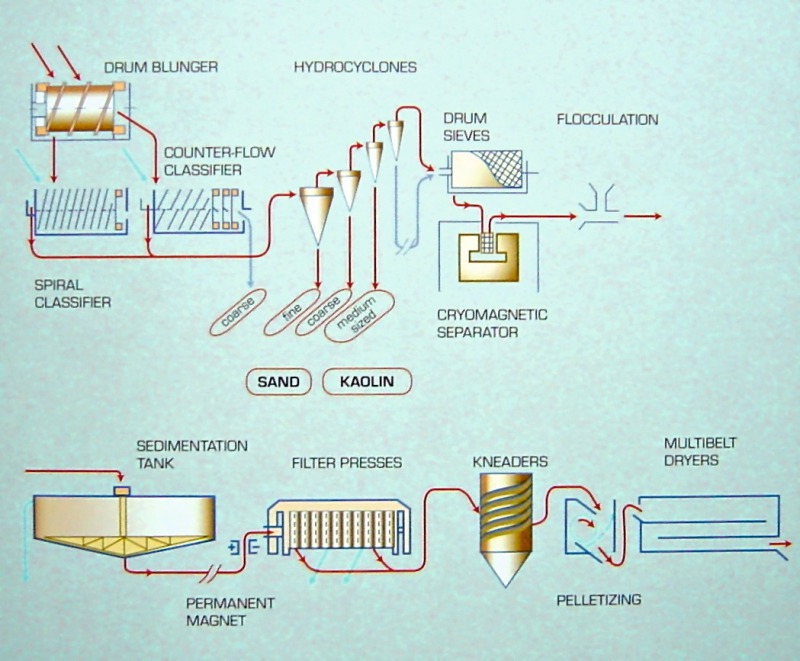
Das Rohmaterial wird im Nassverfahren in Schlämmwerken aufbereitet, an Sieben und Hydrozyklonen getrennt und mittels magnetischer Separierung zu feinkörnigem Kaolin gereinigt und abschließend durch Absetzen, Pressen, Trocknen und Mahlen zu verkaufsfähigen Produkten verarbeitet.
In insgesamt 12 Betriebsstätten (Bild 2) und mit knapp 500 Mitarbeitern produziert Sedlecký Kaolin A.s. neben Kaolin für die Keramik- und Papierindustrie auch gebrannte Kaoline und Gemische, Zeolithe und Bentonite einschließlich Katzenstreu, Sande für die Bau- und Gießereiindustrie, Metakaoline für die Verwendung in der Bauindustrie als Zusätze für Betongemische, Putzmörtel, Stuck und Farbanstriche, Steingut, Sanitär- und Gartenkeramik, Füllstoffe für Farben und Lacke bzw. Pharma- und Kosmetikindustrie sowie Brennhilfsmittel, die das Unternehmen u.a. auch bei der Kalzinierung der Kaoline einsetzt.
Modernisierung und Produktvielfalt im Fokus
Nach der Privatisierung des Unternehmens Mitte der 1990er Jahre investierte der Firmeninhaber Vojtech Zítko zunächst vorrangig in die Rohstoffsicherung (Bild 3). Insofern verfügt das Unternehmen derzeit über 20 Lagerstätten in den Regionen um Božicany, Podborany, Cheb und Znojmo, die jedoch nur zum Teil erschlossen sind. Das verfügbare Rohstoffvolumen beträgt etwa 100 Mio. t. Davon werden jährlich etwa 500 000 t abgebaut und zu den oben genannten Produkten aufbereitet und verarbeitet. Weitere, bislang nicht erschlossene Vorkommen mit Rohstoffvorräten von etwa weiteren 100 Mio. t sichern die Zukunft des Unternehmens.
Seit einigen Jahren steht die Modernisierung der Produktionsmittel des Unternehmens im Vordergrund. Seit 2012 wurden zu diesem Zweck bereits 12 Mio. € investiert. Das Ziel ist dabei nicht nur den Durchsatz zu erhöhen, sondern qualitativ hochwertigere und reinere Produkte zu liefern und die vorhandenen Rohstoffe möglichst effektiv auszunutzen. Z.B. wird der als mineralische Verunreinigung geltende Glimmer während der Nassaufbereitung mittels Derrick-Siebmaschinen abgetrennt (Bild 4) und findet als Füllstoff Verwendung in der Kunststoffindustrie bzw. wird in der Produktion von Farben und Lacken eingesetzt.
Dies impliziert auch die Verwertung von qualitativ geringer wertigem Gestein aus den Partien der Lagerstätten, die sich nicht als Rohstoffquelle für die Keramik- und Papierindustrie eignen. Dadurch konnte das Unternehmen das Produktportfolio ausweiten, wie z.B. mit der Kalzinierung von Metakaolinen als Zusatzstoffe für die Bauindustrie. Ein weiteres erfolgreiches Nebenprodukt ist Katzenstreu aus Bentonit, die das Unternehmen seit 2003 in 5- bzw. 10-kg Papiersäcken verkaufsfertig palettiert an Super- und Baumärkte ausliefert.
Vom Rohstoff zum fertigen Produkt
Die Aufbereitungsanlage im Werk Božicany besteht aus 2 Produktionslinien mit der Kapazität, etwa 50 bis 80 t/h Rohmaterial zu verarbeiten (Bild 5).
Das in den verschiedenen Lagerstätten abgebaute Rohmaterial wird per LKW im Werk angeliefert (Bild 6) und über einen Dosierbunker zwei parallel geschalteten Prallbrechern zugeführt. In dieser Vorbrecheranlage wird das Rohmaterial zunächst grob vorzerkleinert. Anschließend gelangt das Material über eine Förderanlage in ein Rohmateriallager, wo es in 5 Lagerboxen nach Sorten und Rohstoffqualität getrennt zwischengelagert wird (Bild 7). Bereits ab diesem Punkt können sortenreine Rohstoffe verarbeitet werden.
Durch die getrennte Lagerung können für die nachfolgende Aufbereitung gezielte Rohkaolinmischungen zur Verfügung gestellt werden. Je nach aufzubereitendem Endprodukt wird nach technologischen Vorgaben mittels Fahrlader das Rohmaterial gemischt und den jeweiligen Kastenbeschickern zugeführt. Pro Aufbereitungslinie ist ein Beschicker vorgesehen. Der zweilinige Aufbau der Anlage ermöglicht es, gleichzeitig zwei verschiedene Kaolinsorten zu verarbeiten.
Die Kastenbeschicker dosieren das Rohmaterial in eine dreistufige Schlämmanlage, die aus jeweils drei sogenannten Bavaria-Wäschen pro Linie besteht. Nach dem Durchlaufen der ersten Stufe, wird das Grob- bzw. Feingut nachfolgend getrennt weiter entschlämmt. Das Feingut wird in verkaufsfähiges Kaolin verwandelt, während das Grobgut zur Sandklassierung fließt und zu zwei verschiedenen Sandfraktionen – 1-4 mm und 0-1 mm – weiterverarbeitet wird. Beide Sandfraktionen können getrennt, aber auch als Mischung produziert werden.
Die erste Stufe der Schlämmanlage besteht aus einer Trommel mit inne liegenden Schwertern und Schöpfwerken für den Austrag. Während das Grobgut dieser ersten Stufe in einer langen Schlämmmaschine (Bild 8) weiter aufgelöst wird, gelangt das Feingut in die dritte Stufe der Schlämmanlage und fließt schließlich – wie auch das Feingut der ersten beiden Stufen – zur ebenfalls dreistufig aufgebauten Klassierung in der Zyklonanlage.
In der ersten Klassierungsstufe sind Hydrozyklone mit einem Durchmesser von 350 mm installiert. Der Überlauf dieser ersten Stufe wird in einer zweiten und dritten Stufe weiter klassiert. Die in der zweiten Stufe eingesetzten Hydrozyklone haben einen Durchmesser von 150 mm und in einer dritten Stufe sind Hydrozyklone mit einem Durchmesser von 50 mm im Einsatz (Bild 9). Um Verunreinigungen und Rückstände zu entfernen, sind zwischen der zweiten und dritten Klassierstufe statische Schutzsiebe installiert. Sowohl der Über- als auch der Unterlauf der drei verschiedenen Klassierstufen werden anschließend getrennt entwässert und getrocknet. Zuvor durchlaufen sie jedoch optional einen Magnetscheider (Bild 10).
Die Entwässerung erfolgt klassisch mit Eindickern und Filterpressen. Die Sedimentation des Kaolinschlamms in Eindickerbecken von FLSmidth, die jeweils ein Fassungsvermögen von ca. 2500 m³ haben (Bild 11), wird durch die Zugabe eines Flockungsmittels unterstützt. Nach der eigentlichen Eindickung erfolgt die Stapelung des Kaolinkonzentrats in Tanks mit zusätzlicher Eindickfunktion, danach in Vorlagebehältern vor den insgesamt 8 Filterkammerpressen von Netzsch (Bild 12). Hier wird die eingedickte Suspension weiter entwässert.
Nachfolgend wird je nach gewünschter Qualität des Endprodukts in Eirichmischern Soda zugegeben, und im Anschluss daran durchläuft die Kaolinmasse einen Siebkneter, wo sie zu sogenanntem Nudelkaolin gepresst und dann zum Trocknungsprozess weitergeleitet wird. Die Trocknung des Fertigkaolins erfolgt in zwei Dreibandtrocknern, einem Einbandtrockner sowie einem Fließbetttrockner.
Im Rahmen der Modernisierung der Trocknungsanlage installierte das Unternehmen – u.a. auch mit Fördermitteln der EU – ein Blockheizkraftwerk (BHKW), das neben der Stromversorgung der Aufbereitungsanlage auch die Wärmezufuhr für den Fließbett-Trockner garantiert. Mit der Installation des BHKW (Bild 13) 2014 erzielt das Unternehmen seither eine Energieeinsparung von etwa 25-30 % jährlich.
10 % des Kaolins gelangt in die Kalzinierungsanlage (Bild 14). Je nach Verwendungszweck wird dieses Material bis zu 10 Stunden bei einer Temperatur zwischen 800 °C und bis zu 1520 °C kalziniert. Die Brenndauer und die Höhe der Temperatur bestimmen dabei die Eigenschaften des gebrannten Materials, das anschließend nochmals gemahlen und je nach der gewünschten Korngröße klassiert wird. Zu diesem Zweck investierte das Unternehmen bereits 2008 in ultrafeine Mahltechnologie von Hosokawa Alpine (Bild 15), um das kalzinierte Kaolin in verkaufsfähige Produkte umzuwandeln.
Die gebrannten Kaoline sind in den Korngrößen 0-1 mm, 1-3 mm, 3-6 mm sowie 1-4 mm und 4-8 mm lieferbar. Ja nach Kundenanfrage sind auch die Fraktionen 0-2 mm und 0-0,5 mm möglich. Selbst feinere Fraktionen können weiter vermahlen werden zu 0-0,18 mm bzw. auch zu ultrafeine Fraktionen von < 0,3 mm, < 0,125 mm und < 0,075 mm. Bei weichen gebrannten Produkten und Gemischen können die feinkörnigen Fraktionen 0-63 µm, 0-20 µm, 0-10 µm, ggf. 0-5 µm bzw. bis unter 2 µm geliefert werden. Gewöhnlich werden die gebrannten Produkte in Big Bags (Bild 16) und in Papiersäcken (á 25 kg) geliefert.
90 % des geschlämmten Kaolins wird in Form von getrockneten Nudeln (ca. 10 x 10-30 mm) mit einer Feuchtigkeit von etwa 10-12 % ausgeliefert. Für weitere – kundenspezifische – Anwendungen wird das Nudelkaolin durch Mahlen und Trocknen in sogenanntes Mahlkaolin mit einer Feuchtigkeit um 1 % hergestellt. Die Auslieferung erfolgt sowohl in Big Bags von 500-1200 kg als auch in Ventilpapiersäcken von 25-45 kg je nach Kaolintyp auf Paletten.
Ausblick
Bereits realisierte Modernisierungsmaßnahmen der bestehenden Nassaufbereitung, wie bei der Eindickung und der Trocknung, werden in den kommenden Jahren kontinuierlich weitergeführt (Bild 17). Dies impliziert in naher Zukunft auch den Aufbau einer dritten Nassaufbereitungslinie.
Darüber hinaus bedeutet die Errichtung einer neuen Produktionsstätte nahe des alten Werks in Božicany einen wichtigen Meilenstein für die Zukunft des Unternehmens. Der Schwerpunkt im neuen Werk wird auf der Trockenaufbereitung liegen, wobei eine Kombination von klassischer Sichtung und magnetischer Separation mit anschließender Vermahlung eingesetzt werden soll. Das Ziel ist, eine noch feinere Abtrennung bzw. bei der Vermahlung noch feinere Trennlinien zu erreichen, sodass z.B. bei der Abtrennung von Glimmer die Konzentration von derzeit bereits über 90 % auf 99 % gesteigert werden kann. Mit den hier künftig hergestellten hochwertigen Produkten soll vorrangig die Kunststoffindustrie, langfristig aber auch die Pharma- und Kosmetikindustrie beliefert werden.




