XRT Final Recovery solution that guarantees final pure diamond concentrate


The TOMRA COM XRT 300 /FR is the latest step in TOMRA’s long-term strategy for the diamond sector, which aimed to provide its customers with a complete recovery solution. “We always had this clear objective, but the technology just didn’t exist,” explains Geoffrey Madderson, Diamond Segment Manager for TOMRA Sorting Mining. “We knew that to achieve our goal, we would need extremely advanced sensor technology. We have been working in-house on the development the new ultra-high resolution sensor more than 5 years, and now we are able to close the loop: the COM XRT 300 /FR is the last piece within our recovery process, covering the Final Recovery and Sort House applications to produce an ultra-high diamond-by-weight concentrate.”
TOMRA’s holistic approach and unique offering has earned a strong market trust in its XRT technology. As a result, the first three TOMRA COM XRT 300 /FR sorters produced have already been sold to customers who purchased the machines on the back of their excellent experience of previous TOMRA sorters.
Proprietary ultra-high resolution sensor delivers
ultra-high diamond-by-weight concentrate
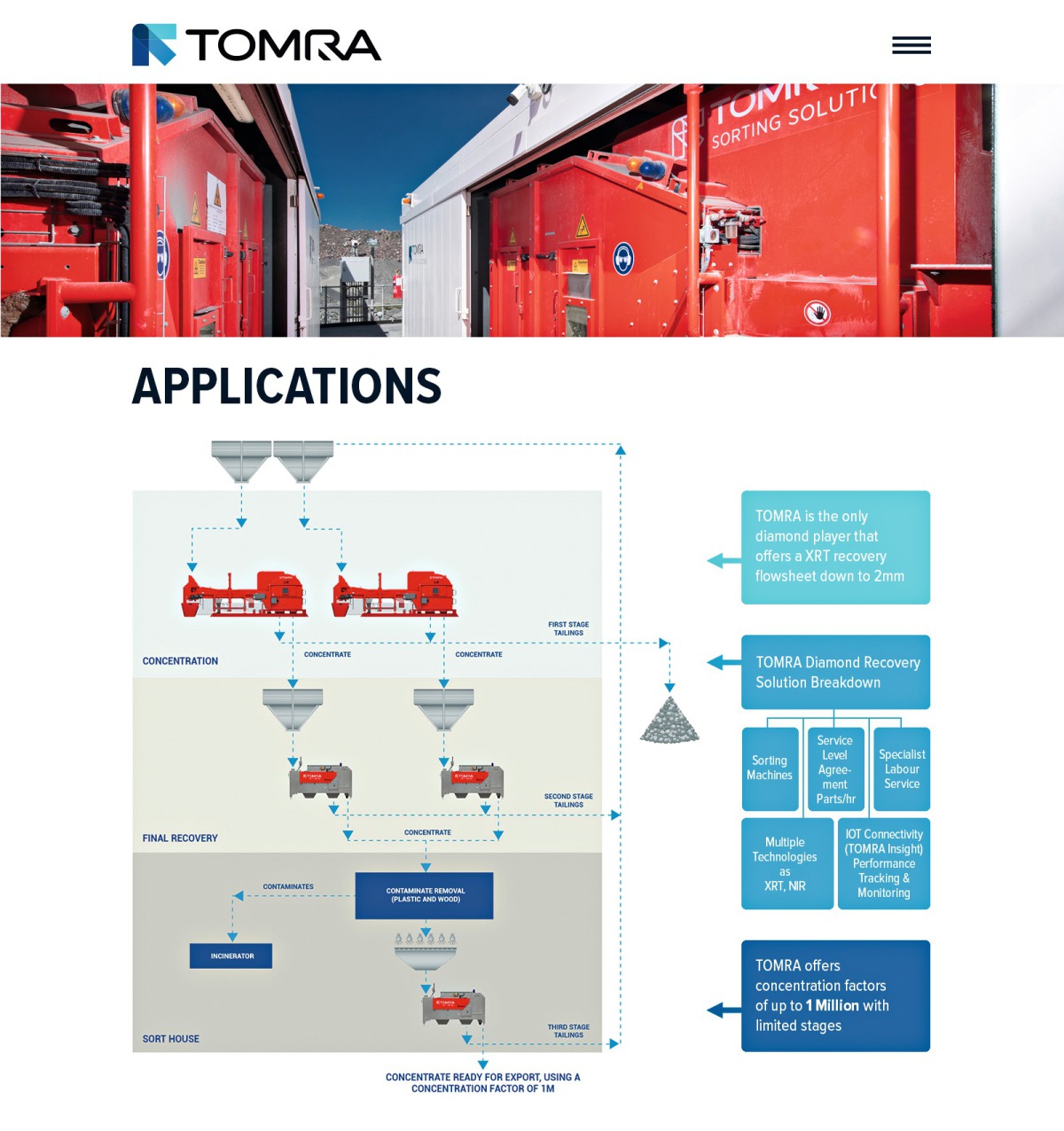
Input material is evenly fed via a vibration feeder onto a conveyor belt. An electric X-Ray tube creates a broad-band radiation, which penetrates the material and provides spectral absorption information. This is measured with an X-Ray camera using DUOLINE® sensor technology, which focuses on a single, constant property of the material, density.
The advanced ultra-high resolution sensor information is processed and analyzed by our new Image Processing Pipeline to provide a detailed “density image” of the material, allowing it to be separated into high- and low-density fractions. If diamonds are detected it commands the control unit to open the appropriate valves of the ejection module at the end of the conveyor belt. The detected diamonds are separated from the material flow by jets of compressed air. The sorted material is divided into two fractions in the separation chamber.
The tight tolerances and accurate alignment of the new ultra-high resolution sensor results in a high quality picture that ensures a clear discrimination between diamonds and low-density materials down to 2 mm. The sorter features high speed valves with a fine nozzle pitch, which significantly reduces non-diamond material in the concentrate. The result is ultra-high diamond by weight concentrate with a guaranteed recovery of more than 99 %.
High efficiency, better grade and security
with fewer sorting stages
It is possible to replace multiple sorting stages with a single TOMRA COM XRT 300 /FR sorter all the way down to hand sorting. In Final Recovery application, the sorter targets the highest tonnage through the sorter that can be achieved with the highest recovery efficiency, which ranges from five tons to one. As a result, the operation benefits from a smaller footprint and achieves much better grade.
It is also possible to replace hand sorting with a TOMRA COM XRT 300 /FR. In Sort House application, it targets the highest diamond-by-weight concentrate possible, with about half the tonnage than final recovery, bringing multiple benefits. It removes the traditional bottlenecks around hand sorting efficiencies and eliminates the human error factor. In addition, it provides a high level of security by protecting the product from human intervention.
A unique offering: a complete partnered
recovery ecosystem coupled with cloud computing
The TOMRA COM XRT 300 /FR sorter completes TOMRA’s partnered diamond recovery ecosystem by offering a full recovery service from 2 mm to 100 mm coupled with all the benefits of cloud computing. It includes consultation services during the development of the system and throughout the life cycle of the equipment, support running the sorters, and help with specialized services and training. TOMRA has also leveraged digital technologies to provide effective support, through its Virtual Demonstration and Test Solution and features such as the TOMRA Visual Assist Augmented Reality tool for remote assistance.
“With TOMRA, the customer’s entire recovery system falls into one ecosystem,” explains Geoffrey Madderson. “This allows for better compatibility and interconnectivity between the different applications of the recovery process. It gives our customers the full benefit of using cloud computing through our TOMRA Insight platform, which turns our sorters into connected machines. This enables customers to monitor and manage their recovery process in one easy-to-access place for both on-site and off-site management teams.”
A dedicated showroom to provide a first-hand experience of the new Final Recovery sorter
TOMRA has set up a showroom dedicated to demonstrations of the TOMRA COM XRT 300 /FR sorter at its Test Center in Wedel (Hamburg)/Germany. The facility has been open to interested customers since the beginning of May. Visitors will be able to see first-hand what > 99 % recovery looks like in the material coming out of the machine. They will also experience the comfortable work environment created by the compact size and quiet operation of the sorter. Later in the year, TOMRA will also offer virtual demonstrations for those unable to travel to the Test Center.