State-of-The-Art-Technology in Ore Mining










Here, ore mining began in the fourth century - a date which is supported by remains of melting furnaces found in the small Styrian town called Eisenerz (the German word for iron ore). The name could not be more characteristic. The earliest documented evidence of ore mining dates from the year 712. The reddish terraces of the Erzberg, the largest open cast mine of Central Europe and, at the same time, the largest siderite deposit worldwide, are widely visible. The siderite of the Erzberg is actually an iron(II)carbonate with elements like manganese, magnesium, calcium and silicium additionally incorporated in the crystal lattice, which, in the deposit, is conjoined with an iron-magnesium-carbonate, the ankerite, in changing proportions. The siderite contains 38 to 41 % Fe, the low-iron ankerite about 10 % and the iron-rich ankerite about 17 %. It is estimated that since the beginning of the records, about 255 million tons of iron ore have been mined. The annual hewing amount is currently 9 million tons/year, 2.2 million of which are ore for sale.
Due to the strongly varying extent of mineralization and the given mineral matrix, selective extraction in terrace mining as well as different processing steps are being applied.
The material is moved by 10 heavy-duty trucks (7 Komatsu HD 985-5 and 3 Komatsu HD 785-7 trucks) and 3 Komatsu WA-800-3 wheel loaders as well as 1 CAT 992 wheel loader with a bucket capacity of 11 m³.
With a payload of 120 t, a total weight of almost 200 t and the power of 1064 hp, the HD-985-5 type from Komatsu are the largest trucks used in Central Europe. Road and camber maintenance are carried out by graders, a wheel dozzer, two water-spray trucks with water tanks holding 50 m³ and by other construction vehicles.
The “cut-off grade”, i.e. the minimum level at which mined ore is still worth processing, is currently at 22.0 % Fe which amounts to 25 % of siderite and ankerite.
Ore with a ferrous content of above 30 %, which corresponds to approximately 55 % siderite aggregate material, is called ‚finished ore‘ (about 1 million tons/year). This finished ore is then pre-reduced, wet sieved and, together with the concentrate from the intermediate ore, reduced to a grain size of < 8 mm and made ready for shipping. Prior to this, the ore is dumped in a blending bed and homogenized by selective removal.
After pre-reduction, the intermediate ore with an iron content of 22 to 30 % is enriched in a gyratory crusher in a heavy-liquid enrichment plant (capacity: 600 tons per hour) and then turned into 34 % concentrate.
About 6000 tons of ore are transported to the nearby smelting works in Linz and Donawitz every day. The economic efficiency of mining is also particularly due to these small distances.
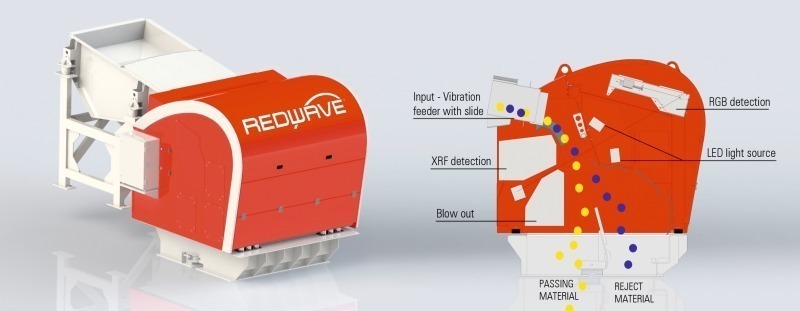
In order to further improve the quality of the extracted finished ore, sorting by means of a REDWAVE XRF/C-S (photo) was integrated in the corresponding processing line for the first time. This newly developed system combines X-ray fluorescence technology with a high-resolution RGB camera. This enables the system to choose both the color and the elementary composition as a sorting criterion, to correlate the signal with the position of the rocks and to clear them by blasting where necessary.
The main purpose of the sorting plant is to sort out unproductive rock particles with an iron content of less than 20 % as well as ore grains containing interfering substances. The plant is operated according to demand, i.e. it only works when contaminated finished ore is going to be conveyed.
The chief editor of AT MINERAL PROCESSING met Dipl.-Ing. Armin Kogelbauer, Production Manager at VA Erzberg GmbH in Eisenerz/Austria, on site to learn more about the biggest iron ore mine in Central Europe and the new sorting system.
AT MINERAL PROCESSING: The name says it all – can you briefly describe Eisenerz as a mining location?
Kogelbauer: In 2012, we celebrated 1300 years of ore mining. Ore mining has been carried out here for a long time. It really started during the reign of Archduke John who encouraged industrialization.
Here at the Erzberg site, we have carbonatic iron ore with an iron content of 33.5 %. Compared to other deposits, as for example in Brazil, the content is relative, but due to the proximity to the steel works in Linz and Donawitz, we are a good supplier for smelting works. The smelting works appreciate our iron ore, because we are able to deliver very homogeneous material.
AT MINERAL PROCESSING: Who is behind the VA Erzberg GmbH and how big is the company?
Kogelbauer: The owner of the VA Erzberg GmbH is the VA Erzberg Private Foundation. Eisenerz with its altogether 220 employees, is the only site we have. It includes the subsidiary Maschinenservice Erzberg, which is active in special steel construction. The current processing plant was built in the early 1960s. It consists of a heavy-liquid enrichment plant with two drums, where the specifically lighter components, such as lime and ankerite, are separated to reach the shipping quality of about 33.5 % iron.
AT MINERAL PROCESSING: How much longer will the iron ore last?
Kogelbauer: There are various scenarios: at the moment we go on the assumption of another 40 to 60 million tons of commercial products, i.e. we still have recoverable ore for the next 25 to 30 years. Furthermore, this long-term analysis will be carried out again if required, and then modified economic framework conditions will be included.
AT MINERAL PROCESSING: Meanwhile, many raw materials come from outside Europe – how do you see the future of the VA Erberg GmbH?
Kogelbauer: Our customers will still be able to use our iron ore over a long period – when this became clear we began to modernize the plants over the last three years. Not least in order to ensure the quality of our product and to improve individual quality parameters, respectively. Within this context we decided to incorporate sensor-based sorting.
AT MINERAL PROCESSING: What were the other modernizations you carried out?
Kogelbauer: For example, the energy supply with 10 kV was completely modernized. The plant modernization itself was gradually continued; this concerns sections of the treatment plant, which will be renewed in smaller stages.
AT MINERAL PROCESSING: Why did you decide in favor of a new sensor-based sorting plant?
Kogelbauer: The plant is used in the material flow that we call high-grade ore. There, we want to separate rock particles, which can be selected by classical sorting procedures to that extent. The aim is not primarily to separate low-iron grains from the flow, but also grains containing particular heavy metal contaminations. The sensor-based sorting machine REDWAVE XRF allows a more selective procedure regarding the iron and heavy metal content. Detection occurs in a grain size range between 30 and 120 mm – which was another reason for us to choose the sensor-based sorting.
AT MINERAL PROCESSING: With this you have broken new ground in iron ore dressing?
Kogelbauer: Originally, the manufacturers of sensor-based sorting plants contacted us and wanted to compete with the classical sorting methods in the coarse grain range, such as density separation etc. In the discussions, we were able to identify completely different applications for us. The REDWAVE, which operates with X-ray fluorescence, enables the online determination of the iron content and the content of heavy-metal contaminations as well as the clearing of grains so that they cannot reach the continuing product flow. Prior to this, the material flow passes the density separation.
AT MINERAL PROCESSING: What are the essential advantages of the new sorting plant?
Kogelbauer: On the one hand, an increase in quality of our end product and the better utilization of our resources, since the contaminated material can be sorted out very precisely. Grains with very low iron content will be removed and thus relieve the end product from undesired accompanying minerals. This in turn bears advantages for the operation of the sinter plant and for the pig iron production in the furnace.
One of the most important topics when contemplating a possible sorting plant was, among others, the throughput. A pre-requisite for us is a minimum throughput of 100 t/h.
AT MINERAL PROCESSING: How long was the road to the successful commissioning of the sorting plant?
Kogelbauer: Three and a half years ago, BT-Wolfgang Binder carried out the first trials with a grain fraction of 30-50 mm at the company headquarters in Gleisdorf. The special feature of this REDWAVE sorting plant from BT-Wolfgang Binder is the combination of optical recognition and detection by means of X-ray fluorescence. This is necessary because unproductive rocks are not detected by X-ray fluorescence, the plant however must know where the grain is in order to remove it by air blast.
Thank you very much for these interesting explanations!




