Five steps to successful adoption of smart technology

 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
Summary: The ‘Internet of Things’ (IoT) has numerous definitions but can be summarised as “the interconnection via the internet of electronic devices integrated into everyday objects that enables them to send and receive data over a wireless network without human intervention”. Many of us are familiar with examples of smart devices in daily life and the same technology is already revolutionising many aspects of business and commerce.
1 Smart technology is optimising manufacturing in almost every industrial sector. So why are some of us still reluctant to commit?
IoT solutions have been available in manufacturing for at least 10 years. Yet the adoption of potentially game-changing technologies in sectors like quarrying and materials processing is painfully slow. When Martin Engineering began developing its N2® remote monitoring solution to enable condition-based predictive maintenance on conveyor belt cleaners, part of the mission was to find out why there was such reticence in the market to adopt innovative tech.
It soon became clear that it would be necessary to overcome five key challenges, none of which were to do with the IoT technology itself, but more about the approach often taken by proponents of technology, combined with the innate scepticism of operations managers in a very traditional industry. To create a true ’win-win’ business model, in which smart equipment suppliers like Martin Engineering deliver tangible value for materials producers, it was realised that a fresh approach would be required. Only when the proposition is attractive for everyone involved, including site operations teams and company owners, will enough momentum be generated towards adaptation to new ways of working. Here are the five distinct areas the team of Martin Engineering looked at:
1.1 Adress the real “pain points”
Martin Engineering first started with the actual “pain points” being experienced by operations teams in their sector of the industry – the everyday problems that cause hassle and waste time. The company already works closely with the customers and have a good understanding of their challenges, but they are also fortunate that many Martin colleagues have years of experience working as operations managers in mining and quarrying.
It was clear from the exploratory work that many technological solutions falter because they do not address real pain points, or developers fail to explain how they address pain points or, even worse, they introduce new pain points. Technology for technology’s sake is of little value without beneficial application in the real world. Critical, therefore, was to challenge to be certain that the technology available was truly addressing the pain points and not merely hiding the pain or shifting it elsewhere.
1.2 Make it affordable and scalable
This is the first question customers ask, and rightly so. Martin Engineering already knows that the belt cleaning systems are great at controlling spillage and carry-back, reducing clean-up and down time, saving money on maintenance, and helping to improve health and safety. And the products are known to deliver solid returns over time in all of these areas.
Yet it is also realised that the belt cleaners themselves need managing, especially when there are numerous variables during initial installation, combined with the need for regular servicing and timely replacement. That’s not to mention the changeability in the material properties, the condition of the belt, condition and age of the processing plant, etc. All of these things must be understood and monitored to maximise the primary benefits of having belt cleaners installed in the first place.
Whilst the company’s technicians know this inside out, they can’t be everywhere all the time, and accommodating regular site visits can be problematic at busy production plants. Equally, the in-house maintenance teams at material processing companies are stretched, so inspecting belt cleaners on the off-chance that some of them might need a service may not be the top of their list of priorities. That is until something goes wrong.
So it’s necessary to come up with an easy, inexpensive way to remove the perception of extra burden and instead be able to monitor remotely and predict when servicing may be required. Martin Engineering’s solution is extremely simple and cost-effective for all parties – unlocking the ’win-win’ business model the company is seeking.
1.3 Deliver actionable information
No matter how impressive any technology may be, when people are in the midst of developing an innovation, it’s easy to forget that the outcome is what matters. But the only thing IoT technology can really deliver is data – and data alone doesn’t achieve a better outcome.
While the age-old mantra “if you can measure it you can manage it” is true, any measurement data needs to support clear decision-making, not prompt new questions or debates. Essentially, data needs analysing and too much analysis can lead to paralysis. Businesses can become obsessed by data, over analysing it rather than acting upon it.
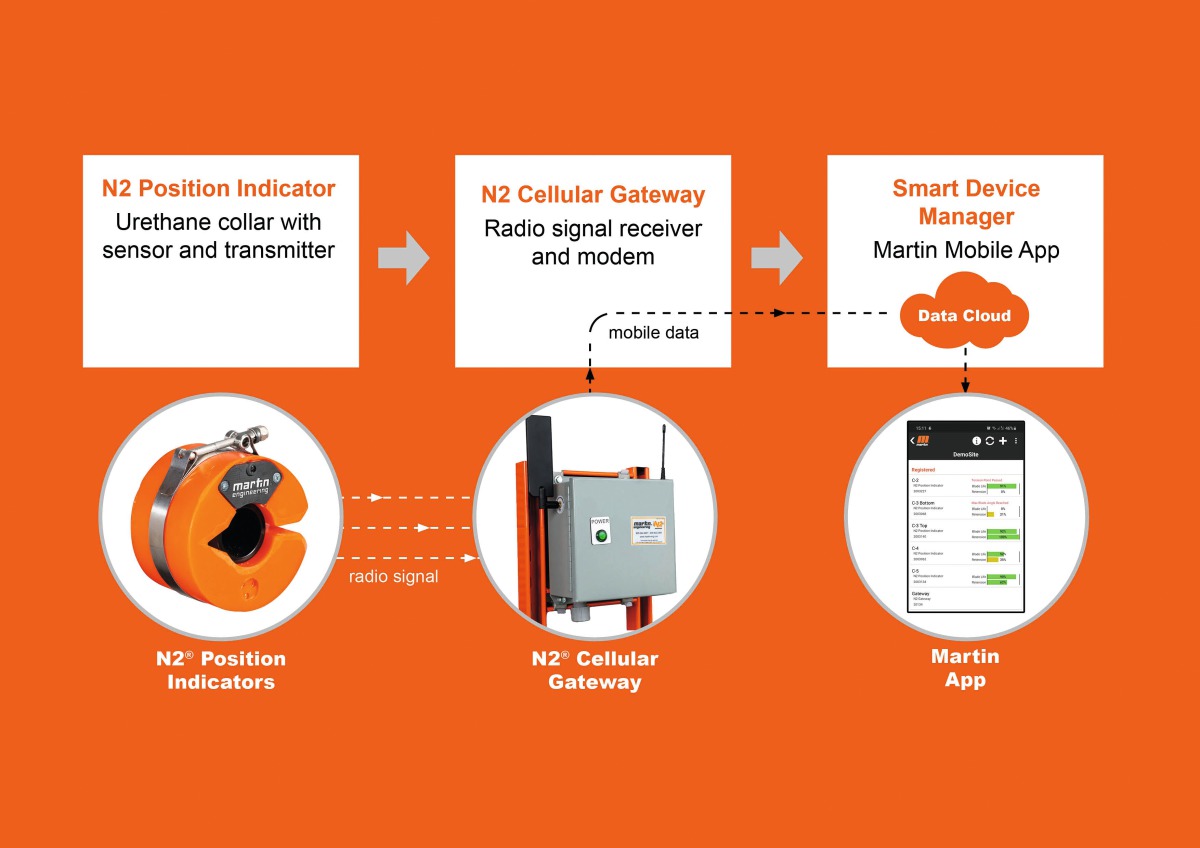
Understanding this challenge, Martin Engineering has invested time and effort ensuring that the data from the N2® system is not only available, but is automatically analysed, interpreted and presented in a way which makes decisions straightforward. Hence with the Martin mobile app and customer portal dashboard operators get a series of clear charts with actionable information; the approach being “if you can measure it more easily you can manage it more easily”.
1.4 Align with the direction of change
If companies need to change to adopt IoT solutions then they face a real barrier to advancement. This change comes in two main forms: firstly business processes can be rigid and established ways of working become ingrained over decades and secondly people may show huge resistance to change the daily routines they’re familiar with.
Yet in reality introducing any technology is an exercise in change management – the easy bit is the technical and mechanical installation. The trick here is to ensure the benefit of the change is well-understood, and ultimately the new way of working must be less onerous that the current regime.
In this case, with N2® the technology virtually eliminates the need for belt-by-belt physical inspections; on a large quarry plant that could save hours each week, not to mention the reduced exposure to moving belts. For example, one area that Martin Engineering have worked to understand is the comparison between the effects of installing N2 with the effects of not installing N2. This allowed to build an even more compelling case to convince people that the change – albeit modest – is well worth it.
Finally, if people are required to learn something new, without understanding why they are being asked to change, some degree of resistance is likely, and failure is probable. Resistance can also be diminished and overcome by ensuring any new technology is easy-to-use, designed to be intuitive and even enjoyable. So an integral part of the N2® system is the Martin app that clearly shows blade life and only sends a notification when servicing is needed – a true win for the user.
1.5 Use existing technology and everyday language
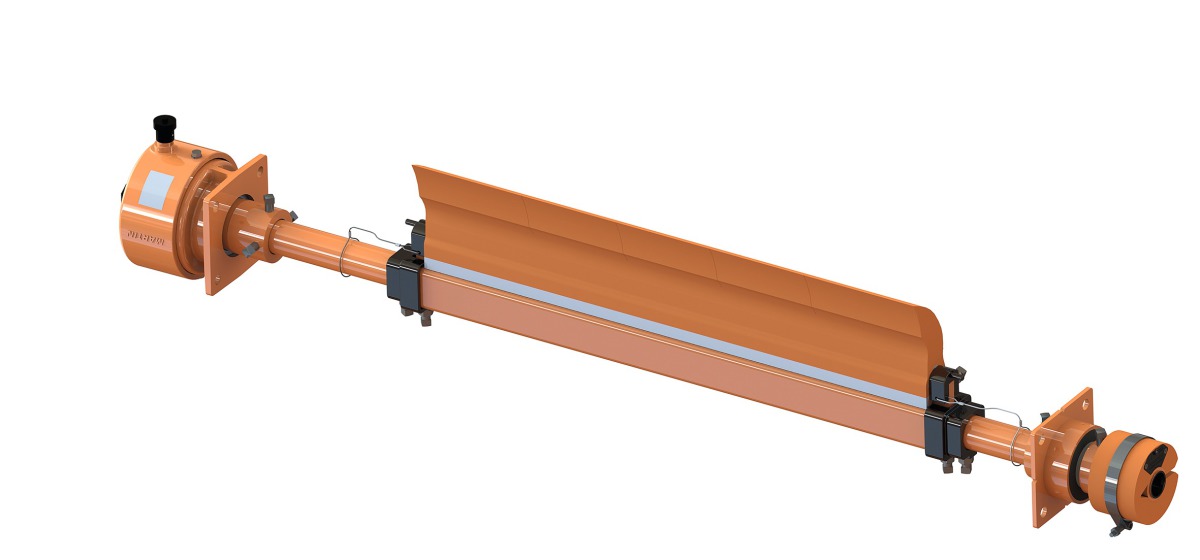
It was known from the beginning that no company could justify further spending on upgrades to accommodate a new device like N2® – even a small cost could mean the difference between adoption and non-adoption. So it was essential that the N2® position indicator was able to be retrofitted, without additional upgrades to the plant. The device is also designed to be scalable across processing plants of all sizes, types and ages without incurring additional cost – so we designed the system to work with any number of conveyors on any plant.
Hand-in-hand with this comes the simplicity of installation – once the central Gateway is installed and powered-up, each N2 position indicator can be fitted, calibrated and paired with the Gateway in just a few minutes. All the clever technical stuff – the data analysis and feed to the app and dashboard – is all done off-site with the support of leading technology providers such as Amazon Web Services so nobody at the processing plant needs to become an IT expert to make N2® work – much to the relief of everyone who’s seen the system in action.
2 Finally: Listen to understand
In summary, Martin Engineering have taken the views of the materials producers and approached the market with a change management mindset. The company didn’t just listen to the customers to record their feedback – the company listened to understand so it was possible to solve the customer’s problems. Martin Engineering has tried to take away the potential barriers that might otherwise be encountered with new technology and instead, addressed each potential challenge with a solution.
Of course, the proof of the pudding is in the eating, and whilst the recent trials of N2® have been a huge success, it’s not the time to be complacent – it’ll ultimately be the uptake of this system that will show whether they have got it right. But the global pandemic of the past year has taught all that not only can remote working be achieved, but it can be achieved very efficiently and effectively given the right technology.
Martin Engineering believes they have that “right technology” and they are at the forefront of the movement towards a generational shift towards remote monitoring and predictive, condition-based maintenance. The remote revolution is here to stay and if the experience is anything to go by, it would be well worth getting on board.
Author:
Robert Whetstone
Vice President, Europe, Middle East, Africa & India, Martin Engineering, Neponset/USA
Robert Whetstone is Martin Engineering’s Vice President for Europe, Middle East, Africa & India. After serving in the British Army, Robert worked in management roles in the retail sector then business services. He joined Lafarge in 1998 where he progressed to become Managing Director for UK Aggregates. In 2010, he transferred to Lafarge North America with responsibility for businesses across Eastern USA. After a stint with engineering services firm Babcock International in North America, he then established his own consultancy before joining Martin in 2017.


