Kombinierte Bewertung von Dichte- und Größeneffekten beim Windsichten
mittels Mineral Liberation Analyses (MLA)
 © Heinicke et al.
© Heinicke et al.



 © Heinicke et al.
© Heinicke et al.
 © Heinicke et al.
© Heinicke et al.
 © Heinicke et al.
© Heinicke et al.
 © Heinicke et al.
© Heinicke et al.
 © Nisshin Engineering
© Nisshin Engineering
 © Heinicke et al.
© Heinicke et al.
 © Heinicke et al.
© Heinicke et al.
 © Heinicke et al.
© Heinicke et al.
 © Heinicke et al.
© Heinicke et al.
 © Heinicke et al.
© Heinicke et al.
 © Heinicke et al.
© Heinicke et al.
Windsichten ist in der Zementindustrie ein seit Jahrzehnten bekanntes Verfahren zum Klassieren im Bereich 0,01 – 1,0 mm. Zusätzlich kann in entsprechenden Trockenmahlkreisläufen in Kombination mit Maschinen wie Hochdruckmahlwalzen (HPGR) der Energieverbrauch im Vergleich zu Nassanwendungen deutlich reduziert werden. Diese trocken arbeitenden Systeme sind in der Mineralaufbereitung noch nicht Stand der Technik, aber erste Prototypen wurden installiert und eine zunehmende Anzahl von Projekten beginnt, diese Alternative näher zu untersuchen.
Eine Herausforderung in diesem Bereich ist die mineralische Zusammensetzung von Erzen, die in Bezug auf Dichte und Größe eine weitaus größere Vielfalt aufweisen als Zement. Partikel mit hoher Dichte, wie z. B. eisenhaltige Partikel, haben bei gleicher Größe höhere Sinkgeschwindigkeiten als Silikatpartikel mit niedrigerer Dichte. Der vorliegende Beitrag untersucht, wie dieser Effekt bewertet werden kann. Dazu wurde eine quantitative Methode auf Basis der Mineral Liberation Analysis (MLA) entwickelt, um zweidimensionale Trennfunktionen zu berechnen. Zusätzliche statistische Analysen ermöglichen es, die Wechselwirkung von Dichte und Größe isoliert voneinander zu betrachten und so entsprechende Effekte bei der Dimensionierung von Prozessanlagen zu berücksichtigen. In dem Beitrag werden die Methode und ausgewählte Ergebnisse für ein Eisenerz vorgestellt.
1 Einleitung
Die Korngröße für einen hinreichenden Aufschluss von Erzen hat in den letzten Jahrzehnten kontinuierlich abgenommen und erfordert somit kleinere Trennschnitte beim Klassieren (Sousa et al., 2018). Dieser Trend wird sich auch zukünftig für Rohstoffreserven fortsetzen (Jones und Boger, 2012). Trocken arbeitende Siebe sind hinsichtlich kleinerer Trennschnitte technisch begrenzt. Verfügbarkeit und Kosten für Prozesswasser zur Verwendung von Wendelscheidern, Nasssieben oder Hydrozyklonen sind ebenfalls ein zunehmendes Problem für Anlagen, insbesondere in wasserarmen Bergbaugebieten (z. B. Chile, Peru, Mauretanien oder Australien; Ihle und Kracht, 2018).
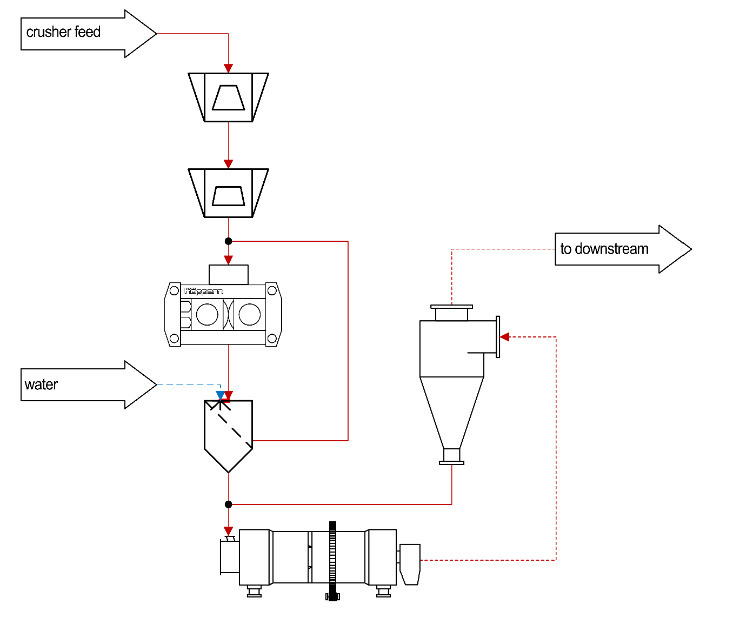
In aktuellen Bergbauprojekten wird der Einsatz von Gutbettwalzenmühlen (engl. high pressure grinding rolls, HPGR) und anderen vielversprechenden Technologien gegenüber der Mahlung in SAG-Mühlen untersucht (Costello und Brown, 2015; Baawuah et al., 2020). In vielen Fällen ermöglichen Gutbettwalzenmühlen Energieeinsparungen und Entlasten nachgeschaltete Kugelmühlen (Gardula, 2015; Vanderbeek und Gunson, 2015). Bild 1 zeigt einen Standard-Mahlkreislauf mit Gutbettwalzenmühle und Sieb vor einer Kugelmühle.
Nach der Theorie von Fred Bond (Bond, 1952) und Berechnungen für HPGR-Anwendungen (Heinicke und Hubert, 2019) beeinflusst die Produktkorngröße vom vorgeschalteten HPGR-Mahlkreislauf die Leistung der Kugelmühle signifikant. Eine kleinere Korngröße dieses Zwischenprodukts reduziert den Gesamtenergieverbrauch der Vermahlung aufgrund der höheren Energieeffizienz des HPGR-Mahlkreislaufs im Vergleich zur Alleinvermahlung mittels Kugelmühle (van der Meer und Schnabel, 1997), erhöht allerdings auch die umlaufende Last innerhalb des HPGR-Mahlkreislaufs. Zusätzliche physikalische Effekte wie Mikrorisse reduzieren auch den Energieverbrauch der Kugelmühle selbst im Vergleich zur Vermahlung in nur einem Aggregat (Michaelis, 2005; Bru et al., 2020).
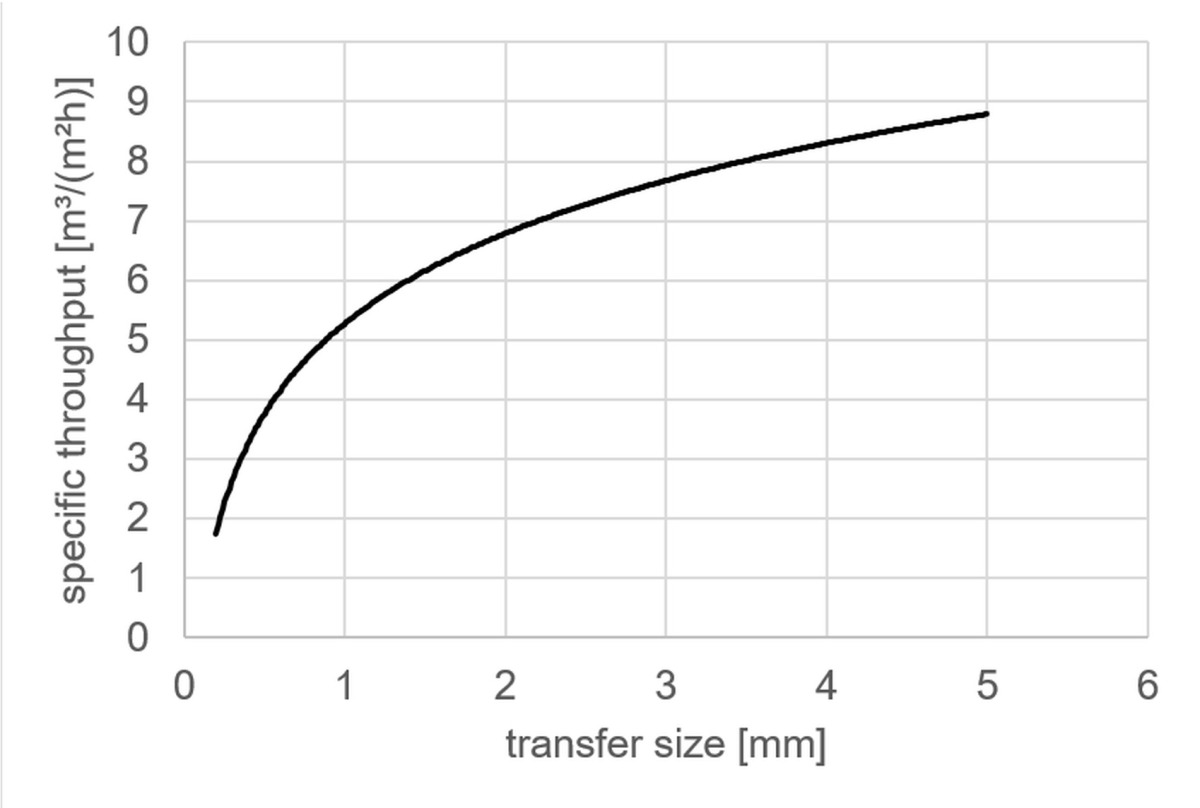
Im Allgemeinen sinkt die Durchsatzleistung bei der Siebklassierung mit geringerer Trennkorngröße (Bild 2). Dieser Effekt ist auf kleinere Sieböffnungen, kleinere spezifische freie Siebflächen und geringere spezifische Durchsätze (volumetrisch begrenzt) zurückzuführen und kann im Wesentlichen nur durch größere Siebflächen ausgeglichen werden. Da die mechanische Stabilität und hohen Beschleunigungen in modernen Sieben die Siebflächen begrenzen, muss ab einem bestimmten Punkt die Anzahl der Siebe erhöht werden. Dies wirft wiederum weitere Fragen bei der Verfahrensentwicklung auf, z.B. wie das Material gleichmäßig auf mehrere Siebe verteilt werden kann.
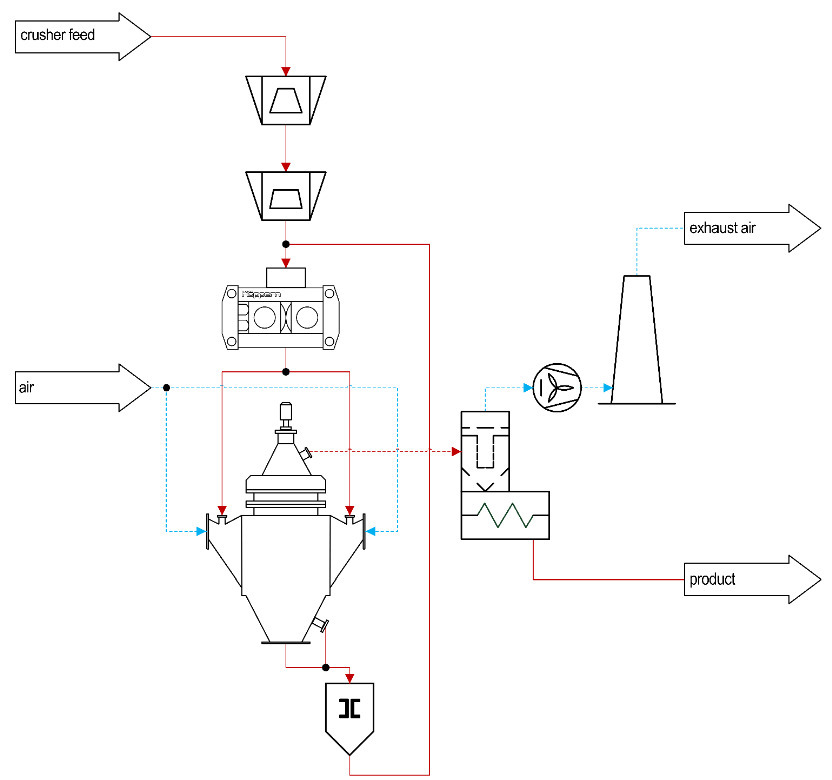
Die oben genannten Herausforderungen in Bezug auf Partikel im unteren µm-Bereich wurden in der Zementindustrie bereits angegangen (Aydogˇan et al., 2006). Die höchsten Energieeinsparungen wurden bei der Endmahlung gemäß Bild 3 erzielt, bei der die Mahlung in einer Gutbettwalzenmühle erfolgte und Windsichter eine niedrige Trenngrenze und Produktfeinheit erreichten. Da die Nasssiebung vermieden wird, ist kein hoher Wasserverbrauch im Prozess erforderlich.
Die Trenngrenze in Windsichtern hängt vom Strömungsregime der Luft und den Partikeleigenschaften, insbesondere Größe und Dichte, ab (Shapiro und Galperin, 2005). Je nach erforderlichem Abscheidegrad können bei Abweiseradsichtern sehr feine Trennschnitte und Produktfeinheiten (z.B. 30 µm) erreicht werden, indem geringe Luftdurchsätze und hohe Sichtraddrehzahlen des Sichtrades verwendet werden (Altun et al., 2016; Guo et al., 2007). Zusätzlich zu einer definierten und engen Größenverteilung können zweistufige Windsichter mittelgroße Produktströme erzeugen, die den Einsatz zusätzlicher Abscheider (z.B. Magnetabscheider) ermöglichen. Dies ermöglicht eine zusätzliche Anreicherung im Kreislauf (van der Meer, 2011).Die Anreicherung kann positiv sein, wenn es sich um das Wertmineral handelt (z.B. Erhöhen des Eisengehalts), oder negativ, wenn es sich um abrasive Mineralien handelt (z.B. Anreichern von Quarzit im Mahlkreislauf). All diese Auswirkungen müssen mit berücksichtigt werden, da die Zusammensetzung von Mineralien in Erzen weitaus komplexer ist als in Zementanwendungen.
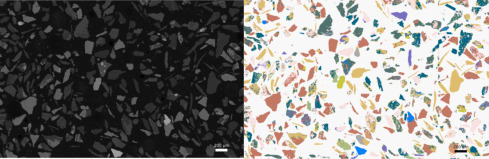
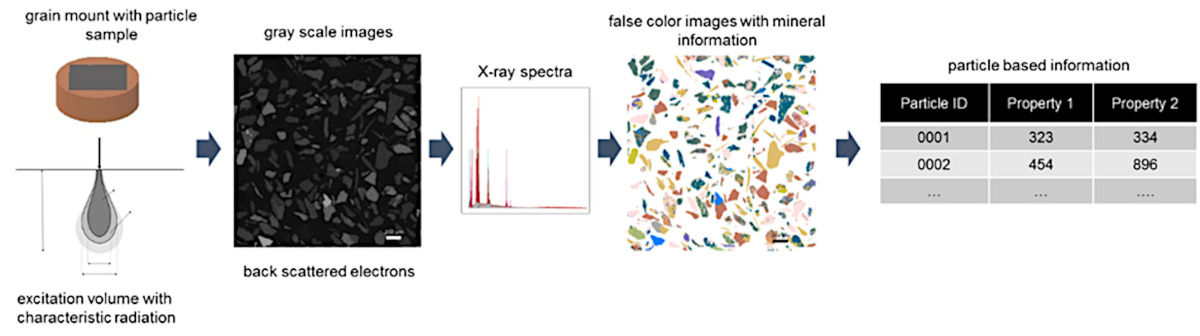
Eine moderne Methode zur Charakterisierung von Erzen ist die automatisierte Mineralogische Analyse (engl. Mineral Liberation Analysis, MLA). Die MLA generiert partikelbasierte Informationen auf Grundlage der Rasterelektronenmikroskopie in Kombination mit der energiedispersiven Röntgenspektroskopie anhand von Schliffpräparaten (Fandrich et al., 2007). Im Einzelnen werden repräsentative Teilmengen eines Erzes in Epoxidharz eingebettet, gezielt geschliffen und für jedes Partikel die Gesamtfläche des so freigelegten Querschnitts sowie die Teilflächen der einzelnen Mineralphasen im Querschnitt bestimmt. Zusammen mit einer Datenbank der einzelnen Mineralien und ihrer Dichten kann so die jeweilige Partikeldichte als gewichteter Mittelwert berechnet werden. Diese Basiseigenschaften können mit anderen Partikeleigenschaften wie charakteristischen Größen oder der Suszeptibilität kombiniert werden (Buchmann et al., 2018a), was eine Matrix von Partikelinformationen ergibt. Bild 4 zeigt eine schematische Darstellung des Arbeitsablaufs bei der MLA. Diese oder äquivalente Methoden ermöglichen eine mehrdimensionale Charakterisierung von Produkt- und Bergeströmen als Bewertung von z.B. Trennprozessen in Abhängigkeit von verschiedenen Partikeleigenschaften (Buchmann et al., 2020; Schach et al., 2019).
Da die Partikelinformationen aus der MLA auf einer 2D-Auswertung basieren, kann es bei der Übertragung auf 3D-Parameter zu einer stereologischen Verzerrung kommen (Ueda et al., 2018). Die Informationsmatrizen können dennoch genutzt werden, um die wichtigsten Eigenschaften für einen bestimmten Trennprozess zu identifizieren (Buchmann et al., 2018b). In den folgenden Abschnitten wird das Potential der multidimensionalen Charakterisierung mittels MLA am Beispiel eines Sichtprozesses von Eisenerz vorgestellt.
2 Materialien und Methoden
Die Auswertung basiert auf Sichtversuchen, MLA-Analysen und speziellen Nachbearbeitungen.
2.1 Windsichtung
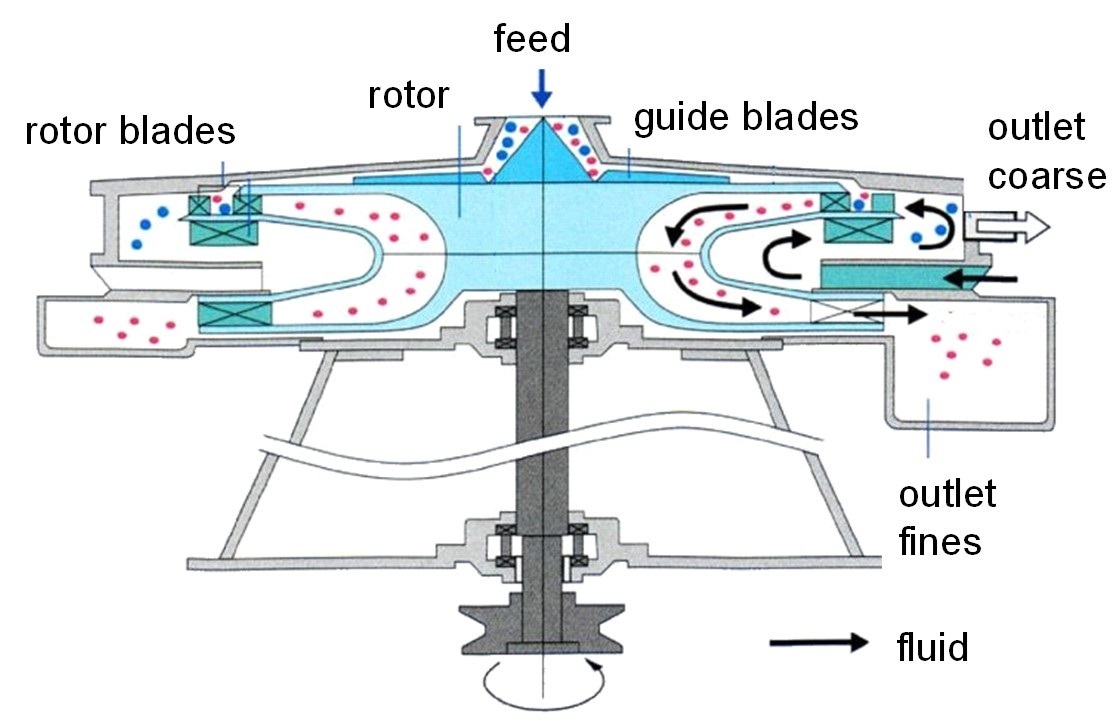
Für die Klassierung wurde ein von Nisshin Engineering hergestellter Turbo Classifier TC-15M verwendet (Bild 5), einen dynamischen Gegenstrom-Abweiseradsichter mit erzwungener Wirbelströmung. Die Drehgeschwindigkeit des Sichtrads sowie der Luft- und Feststoffdurchsatz können so eingestellt werden, dass Trennkorngrößen zwischen 1 und 100 µm erreicht werden. Die hier gezeigten Versuche wurden mit einem Luftdurchsatz von 2,2 m3/min bei verschiedenen Rotordrehzahlen durchgeführt, um theoretische Trennkorngrößen zwischen 35 und 90 µm zu erhalten. Diese theoretischen Trennkorngrößen wurden anhand der Kalibrierkurve des Sichters unter Berücksichtigung der mittleren Partikeldichte des Aufgabematerials festgelegt. Diese Dichte wurde durch Helium-Pyknometrie (AccuPyc II 1340, Fa. Micromeritics) auf 4,0 g/cm3 bestimmt.
Bei dem verwendeten Ausgangsmaterial handelt es sich um Eisenerz mit einer Korngrößenverteilung < 250 µm. Laut MLA sind die Hauptmineralien dieses Materials Eisenoxide (65 % der Masse), Silikate (30 %) und einige andere Mineralien mit geringeren Anteilen (z. B. Karbonate). Jeder Test und jede Messung wurde mit repräsentativen Teilmengen des Ausgangsmaterials (700 bis 750 g) oder der erzeugten Produkte (130 bis 630 g) durchgeführt. Zur Herstellung der Analyseproben wurden herkömmliche Riffel- oder Rotationsprobenteiler nach Standardverfahren verwendet.
2.2 Auswertung der MLA-Ergebnisse
Von den Proben aus den Sichtversuchen wurden polierte Epoxidblöcke mit einem Durchmesser von 30 mm hergestellt. Das Probenmaterial wurde zur besseren Vereinzelung der Partikel mit Graphit vermischt und anschließend in Epoxidharz eingebettet. Der so entstandene Block wurde in Scheiben geschnitten, um 90° gedreht und erneut in Epoxidharz eingebettet. Auf diese Weise wurden für die weiteren Untersuchungen der Probenoberflächen mittels MLA etwaige Entmischung aufgrund des Absetzens der Partikel durch die Schwerkraft minimiert. MLA ist eine automatisierte REM-basierte Bildanalysemethode, bestehend aus einem Rasterelektronenmikroskop FEI Quanta 650F, das mit zwei energiedispersiven Röntgenspektrometern Bruker Quantax X-Flash 5030 ausgestattet ist. Weiterhin wurde die MLA 3.1.4 Software-Suite zur automatisierten Datenerfassung verwendet. Alle Proben wurden im GXMAP-Modus (grain X-ray mapping) analysiert (Fandrich et al., 2007) und es wurden Standardspektren für alle relevanten Minerale gesammelt (Bachmann et al., 2018).
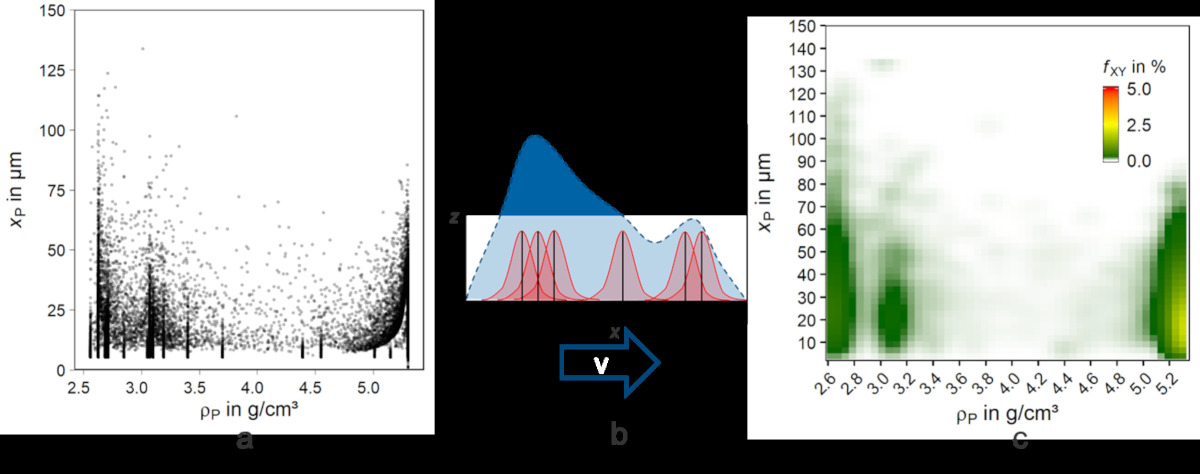
Die diskreten Informationen auf Partikelebene können mit der Methode der Kerndichteschätzung in eine kontinuierliche Darstellung überführt werden (Schach et al., 2019; Kupka et al., 2020). In Bild 6a sind die Partikel des Ausgangsmaterials für die Sichtversuche hinsichtlich ihrer Eigenschaftskombination aus Größe xP und Dichte ρP dargestellt. Jeder Punkt steht für ein Partikel, das in genau dieser MLA-Probe gefunden wurde. Jede MLA-Messung kann auf gleiche Weise dargestellt werden. Die Kernel-Dichte-Schätzung erzeugt einen Gaußschen Kern um jeden Datenpunkt (jedes Partikel) und eine Hüllkurve für alle Datenpunkte (Partikel) durch Überlagerung dieser Kerne. Dieses Konzept wird in Bild 6b in nur einer Dimension (x) visualisiert, kann aber auf beliebig viele Partikeleigenschaften angewandt werden. Durch Gewichtung der Kerne mit der jeweiligen Masse jedes Partikels erhält man die Masseverteilung in Abhängigkeit der charakteristischen Partikeleigenschaften (z.B. Partikelgröße xP und Partikeldichte, siehe Bild 6c). Als Größenparameter wird hier der äquivalente Kreisdurchmesser (engl. equivalent circular diameter, ECD) verwendet, es könnte aber auch jeder andere Größenparameter sein. Die folgenden Überlegungen basieren alle auf der Partikelgröße (xP) und der
Partikeldichte (ρP).
Die Auflösung der mehrdimensionalen Darstellung basiert auf einer Kerndichte-Schätzung, die eine kontinuierliche Verteilung ermöglicht. Dennoch muss für die Visualisierung der Verteilung eine diskrete Auflösung gewählt werden, wie in Bild 6c und im Folgenden. Die gezeigte Auflösung von 50x50 Pixel ist ausreichend, um bestimmte materialspezifische Effekte im untersuchten Beispiel zu erkennen. Die für eine höhere Auflösung notwendige Erhöhung der Rechenzeit war für das konkrete Beispiel nicht sinnvoll (Buchmann et al., 2020; Schach et al., 2019).
Die Masseverteilung des verwendeten Aufgabematerials (mineralische Zusammensetzung in Abschnitt 2.1) wird in Bild 6c mit Hilfe einer Farbskala visualisiert. Die gesamte Fläche summiert sich zu 100 % der Partikelmasse auf. Die betrachtete Partikelgröße deckt einen Größenbereich von 2 bis 150 µm und die Partikeldichte von 2,5 bis 5,5 g/cm3 ab. Innerhalb dieser Eigenschaftsbereiche gibt es bevorzugte Eigenschaftskombinationen, in denen sich der größte Teil der Partikel und damit der Hauptteil der Masse des Aufgabematerials ansammelt. Es lassen sich zwei Hauptbereiche erkennen: ein Bereich bei ca. 5,2 g/cm³, der mit Eisenoxid assoziiert ist, und ein Bereich bei 2,6 – 3,2 g/cm³, der hauptsächlich mit Silikaten assoziiert ist. Diese beiden Bereiche repräsentieren weitestgehend aufgeschlossene Partikel, in denen nur eine dieser Mineralgruppen vorhanden ist. Die Dichten zwischen diesen beiden Bereichen stellen Partikel mit mehr oder weniger verwachsenen Mine-ralphasen dar.
Trennprozesse und insbesondere Klassierprozesse werden häufig anhand von Trennfunktionen (oder Tromp-Kurven) bewertet. Für Partikel mit bestimmten Eigenschaften (z. B. einer bestimmten Größe) beschreibt diese Kurve die Wahrscheinlichkeit, vom Aufgabematerial in ein bestimmtes Produkt (z. B. das Grobprodukt eines Klassierprozesses) überführt zu werden. Ursprünglich basieren diese Kurven auf einer Haupteigenschaft (z.B. beim Klassieren auf der Partikelgröße), die das Trennergebnis am stärksten beeinflusst. In diesem Fall wird die Verteilungskurve als Funktion dieser (einzigen) Haupteigenschaft berechnet und visualisiert.
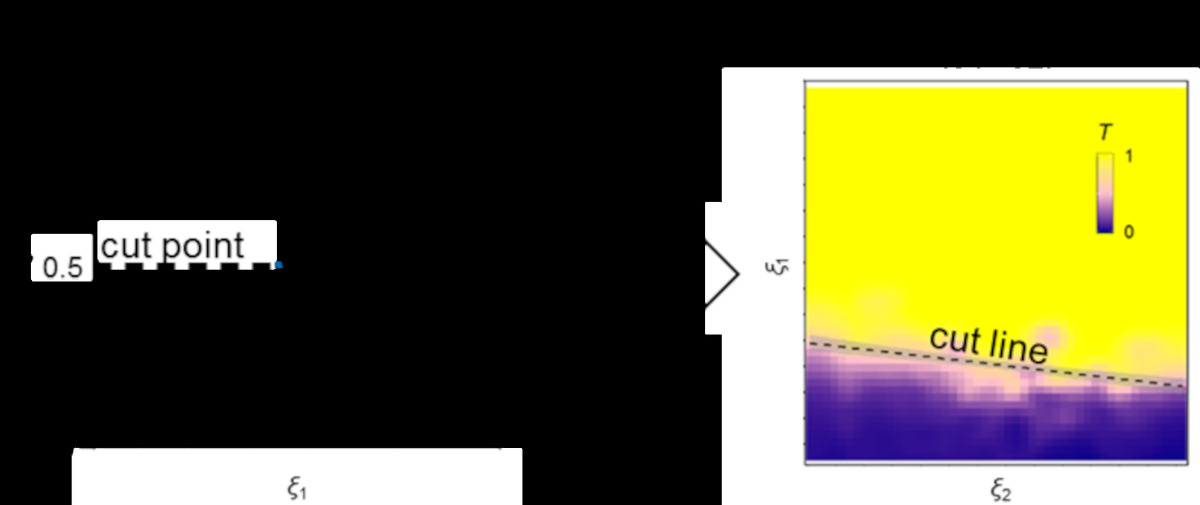
Wie bereits erwähnt, hängen die meisten Trennprozesse nicht nur von einer einzelnen Materialeigenschaft ab, sondern werden von einer Kombination verschiedener Eigenschaften beeinflusst. Mit dem Ansatz über die Kerndichteschätzung ist eine Erweiterung der eindimensionalen Trennfunktion zu einer zweidimensionalen Trennkarte möglich. In Bild 7 ist die Erweiterung von einer solchen eindimensionalen Kurve (basierend auf einer Partikeleigenschaft ξ1) zu einer zweidimensionalen Karte (basierend auf den zwei Partikeleigenschaften ξ1 und ξ2) dargestellt. Zur Veranschaulichung wird die Wahrscheinlichkeit des Austrags in ein bestimmtes Konzentrat in der 2D-Karte über eine Farbskala angezeigt.
Die Trenngrenze ist in der Trennkarte eine Funktion der Partikeleigenschaften ξ1 und ξ2 . In Analogie zur Trenngrenze xT bei der konventionellen Trennfunktion (T(xT) = 50 %) stellt sie eine Regressionslinie für den Wert der Austragswahrscheinlichkeit T in einem Bereich von 45 % bis 55 % dar. Aus dieser Sicht ist ein Trennschnitt ein mittleres Trennverhalten der Partikel in Bezug auf die Eigenschaft ξ1 abhängig vom Prozess sowie der Zusammensetzung des Aufgabematerials bezüglich Partikeleigenschaft ξ2. Mit Hilfe von Trennkarten ist eine direkte Bewertung des Trennprozesses in Abhängigkeit von zwei oder mehr Materialeigenschaften möglich. Außerdem kann das Prozessergebnis für mehrere einzelne Bestandteile im Gemisch des Aufgabematerials (in unserem Fall: Partikel mit unterschiedlicher Dichte und damit auch Zusammensetzung) bewertet werden. Die Karten ermöglichen auch, den Einfluss verschiedener Materialeigenschaften auf das Trennergebnis abzuschätzen, wie z. B. der Partikeldichte oder der Partikelform (nicht dargestellt) im Falle des Windsichtens.
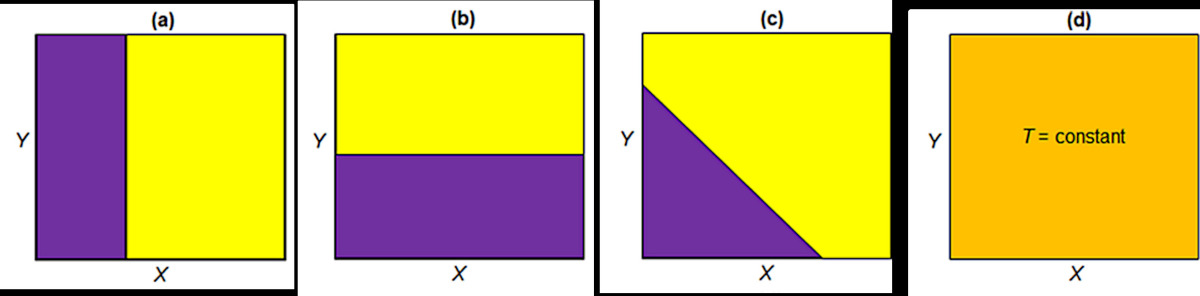
Basierend auf der Theorie der Trennfunktionen gibt es Idealfälle von Trennkarten. Diese Idealfälle sind in Bild 8 dargestellt. Die Fälle (a) und (b) beschreiben ein Verhalten, bei dem der Abscheidevorgang nur von einer der untersuchten Partikeleigenschaften abhängig ist. Fall (c) stellt ein Beispiel für einen Trennprozess dar, der von beiden Eigenschaften abhängt. In (d) wird eine ideale Teilung mit einem konstanten Wert von T für den gesamten Bereich beschrieben. Die ideale Teilung entspricht zwei Produkten, die hinsichtlich der Eigenschaftskombination von X und Y die gleiche Zusammensetzung wie das Ausgangsmaterial aufweisen.
Im Fall der idealen Trennung zeigt sich ein Verhalten, bei dem der Übergang von 0 % auf 100 % sprunghaft erfolgt. In der Realität (Bild 10) gibt es zwischen diesen beiden Bereichen eine Übergangszone mit Werten zwischen 0 und 100 %. Die Ausdehnung dieser Übergangszone bestimmt die Trennschärfe, d. h. die Qualität des Trennprozesses. Diese Zone zu minimieren, ist Ziel der Prozessoptimierung und steht in engem Zusammenhang mit dem jeweiligen Trennapparat. Ein anderer Ansatz könnte darin bestehen, die Materialmenge mit den entsprechenden Eigenschaftskombinationen zu minimieren, indem vorgelagerte Prozesse wie das Mahlen in einer Gutbettwalzenmühle optimiert werden.
In Anlehnung an den Ansatz von Schach et al. (2019) kann die Abscheideleistung für jede Größen- und Dichtekombination dieser Trennkarten durch die statistische Entropie bewertet werden. Die statistische Entropie (H) ist zwischen 0 und 1 definiert. Für einen idealen Trennprozess ist H gleich 0, für eine ideale Teilung 1. In praktischen Anwendungen liegt der Wert für H zwischen diesen beiden Idealen. Nach Buchmann et al. (2020) sind Entropiekarten (H-Karten) mit der Masseverteilung des Einsatzmaterials zu gewichten, wodurch man einen einzigen Wert für die Bewertung der Trenngüte erhält (s. Abschnitt 2.3). Im vorliegenden Beitrag wird dieses Konzept verwendet, um die Trennschnitte und Trenngüte beim Windsichten zu vergleichen.
2.3 Berechnung von T und H
Eine kontinuierliche Massenverteilung f wird durch Kernel-Dichte-Schätzung mit Hilfe der folgenden Gleichung berechnet::
⇥(1)
Dabei stellt ωi einen Gewichtungsfaktor (z.B. Partikelmasse) für jedes Partikel i für die Eigenschaften x und y (z. B. Partikelgröße und Dichte) dar. Die Kernel δx und δy können individuell gewählt werden, im vorliegenden Fall wurden für beide Gauß-Kernel gewählt. Außerdem stellen die Bandbreiten bx und by einen Glättungsfaktor dar, der die Interaktion der einzelnen Datenpunkte steuert. Aus diesen kontinuierlichen Verteilungen kann eine Verteilungskurve berechnet werden:
⇥(2)
Dabei steht m für die Masse des einzelnen Materialstroms. Der T-Wert gibt die Wahrscheinlichkeit an, inwiefern ein Partikel mit einer bestimmten Eigenschaftskombination in einem der Produkte j zu finden ist (0 steht für das Aufgabematerial). Auf Grundlage dieser T-Werte kann die Entropie H berechnet werden, die eine bestimmte Trennschärfe angibt:
⇥(3)
Wichtet man die Entropien aller Eigenschaftskombinationen mit der jeweiligen Häufigkeit in der Aufgabemasseverteilung wird ein integraler Wert für die Trenngüte berechnet:
⇥(4)
3 Ergebnisse und Diskussion
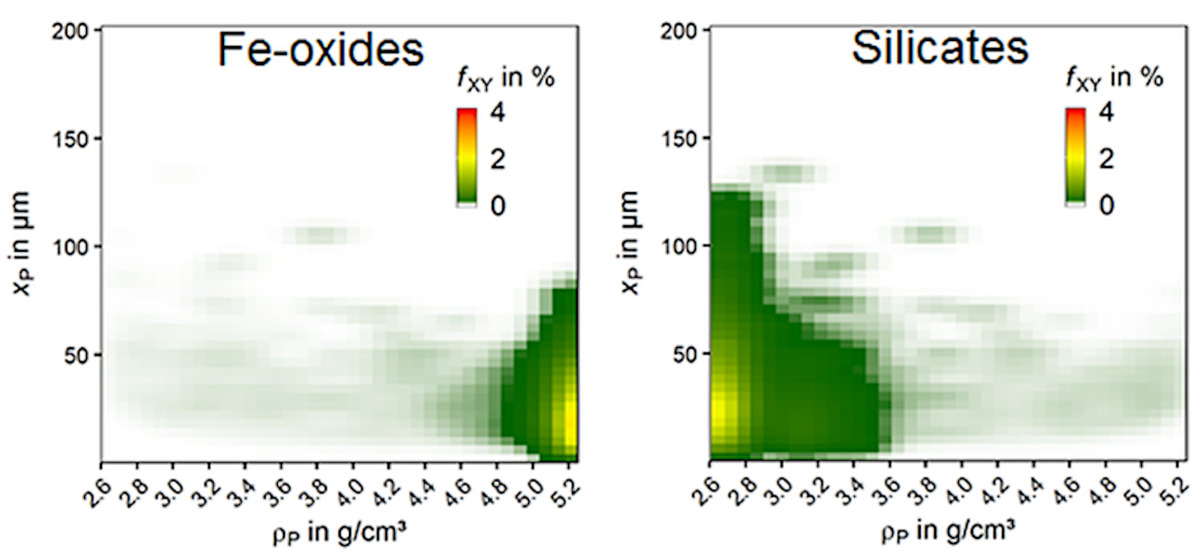
Die Sichtversuche wurden mit dem in Abschnitt 2.2 vorgestellten Konzept analysiert. Die Hauptbestandteile des Eisenerzes sind Silikate und Eisenoxide. Die Masseverteilung dieser beiden Mineralgruppen veranschaulicht Bild 9, indem die Kerndichteschätzung nur für die Mineralmasse einer bestimmten Mineralphase verwendet wurde. Dabei summiert sich die Masseverteilung für jede dargestellte Mineralgruppe auf je 100 %.
Bei den Eisenoxiden liegt der größte Teil der Mineralmasse im Bereich der Dichte von 5,2 g/cm³ und unterhalb einer Partikelgröße von 100 µm. Die Partikel in diesem Bereich weisen auf einen hohen Aufschlussgrad der Eisenoxide hin, da die Partikeldichte mehr oder weniger der Dichte von Hämatit und Magnetit entspricht. Die Mineralmasseverteilung der Eisenoxide weist jedoch auch auf Partikel in niedrigeren Dichtebereichen hin. Dies entspricht der Masse der Eisenoxide, die noch mit anderen Mineralen verwachsen sind.
Eine vergleichbare Situation ergibt sich bei den Silikaten, die hauptsächlich (83 %) aus Quarz und Aktinolith bestehen. Im Vergleich zu den Eisenoxiden treten die Silikate in gewissem Umfang auch oberhalb von 100 µm auf, der Großteil jedoch ebenfalls unterhalb von 100 µm. Der größte Teil der Masse der Silikate liegt in einem relativ niedrigen Dichtebereich (<3,6 g/cm³). Daneben gibt es einen Anteil an silikathaltigen Partikeln mit höheren Dichten, was auf Mineralen wie Enstatit (Dichte bis zu 3,9 g/cm³) und Silikatphasen zurückzuführen ist, die mit Eisenoxiden verwachsen sind.
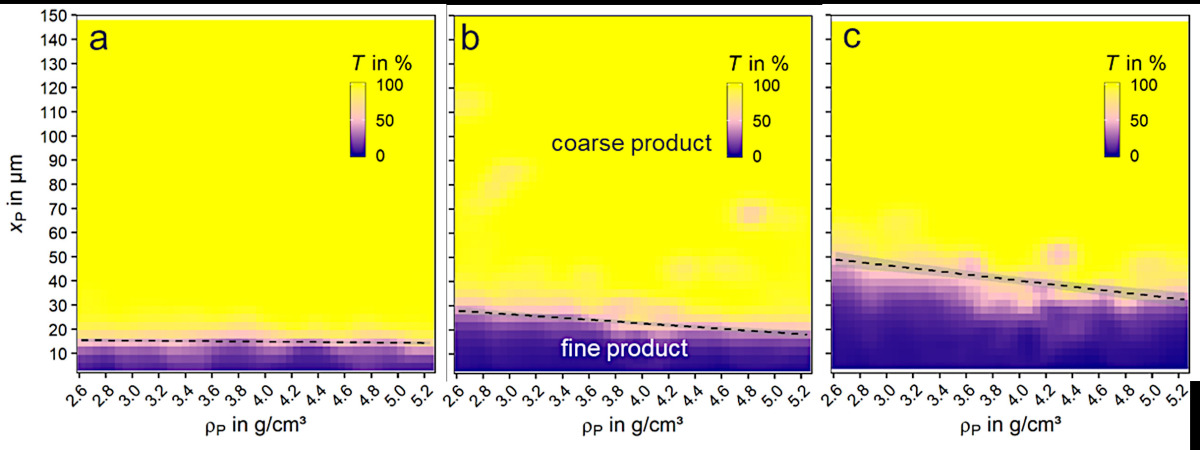
In Bild 10 sind die Trennkarten der Sichtversuche mit drei verschiedenen Trenngrenzen laut Sichterkalibrierung (theoretische Trenngrenze: a) 35 µm, b) 60 µm und c) 90 µm) dargestellt. In Bild 10 wird die Wahrscheinlichkeit eines Partikels, im Grobgut ausgetragen zu werden, mit Hilfe einer kontinuierlichen Farbskala für die Werte zwischen 0 % (lila) und 100 % (gelb) visualisiert. Bei allen drei Versuchen in Bild 10 sind zwei Hauptbereiche sichtbar: Der gelbe Bereich zeigt eine Anreicherung der Partikel mit den jeweiligen Eigenschaftskombinationen im Grobgut. Der violette Bereich steht im Zusammenhang mit niedrigen Partikelgrößen und stellt hauptsächlich eine Abreicherung jener Partikel im groben Produkt dar. Dies ist zu erwarten, da kleine Partikel in einem Klassierprozess hauptsächlich ins Feingut überführt werden sollen. Zwischen diesen beiden Hauptbereichen gibt es einen Übergangsbereich (mit 0 % < T < 100 %). Hier erfolgt keine eindeutige Zuordnung, ob Partikel mit dieser Eigenschaftskombination in das Grob- oder Feingut ausgetragen werden. Um die Trennschärfe des Klassierprozesses zu erhöhen, muss diese Übergangszone im Rahmen der üblichen Prozessoptimierung durch Anpassen der Prozessparameter minimiert werden.
Die Trennkarten zeigen, dass die Partikelgröße im Vergleich zur Partikeldichte einen wesentlich stärkeren Einfluss auf den Klassierprozess hat. Die Partikeldichte verringert die Trenngrenze mit zunehmenden Werten. Dieser Effekt ist im Fall a (35 µm theoretische Trenngrenze) weniger stark ausgeprägt und nimmt bei gröberen Trennschnitten zu. Dennoch ist die Trenngrenze eine Funktion der Partikeldichte und mit der jeweiligen Mineralgruppe verbunden. Bei den schweren Mineralien (Eisenoxide im Bereich von 5 g/cm³) werden bei gleichen Versuchseinstellungen im Vergleich zu den leichteren Silikaten stets kleinere Partikel in das Grobgut überführt. Damit werden diese Minerale übermahlen, wodurch die Energieeffizienz der Zerkleinerung absinkt, und es ist eine tendenziell schlechtere Sortierbarkeit zu erwarten.
Wie bereits erwähnt, lässt sich die Trennschärfe über die Entropie bewerten. Dazu wurden für die untersuchten Sichtversuche H-Karten berechnet (Bild 11). Auf Grundlage dieser H-Karten wurden die mittlere Entropie
, n ist die Anzahl der Pixel) ⇥(5)
und die mit der tatsächlichen Masseverteilung des Aufgabematerials gewichtete Entropie (Hw, siehe Formel 4) berechnet (Tabelle 1). Hm stellt den Mittelwert der statistischen Entropie für den untersuchten Merkmalsbereich dar. Dieser Wert kann zum Vergleich der Trenngüte bei gleichen Eigenschaftsbereichen und Auflösungen verwendet werden. Hm nimmt mit zunehmender theoretischer Trenngrenze zu, folglich sinkt die Trennschärfe ab. Dieser Trend stimmt mit den H-Karten in Bild 11b und Bild 11c überein, da sie eine Zunahme des roten Bereichs (hohe H-Werte, d.h. Unsicherheiten) zeigen.
Beim direkten Bezug zum Aufgabegut wird dieser Trend durch den integralen Parameter Hw bestätigt und sogar noch verstärkt. Damit wird im Vergleich zu Hm nicht nur die Trenngüte der Sichtung allgemein, sondern für dieses spezielle Material aufgezeigt. Durch die Heterogenität des Aufgabematerials sowohl hinsichtlich der vorhandenen Mineralphasen als auch ihrer Verwachsungen, gewinnt der Einfluss der daraus resultierenden Partikeldichten bei gröberen Trennschnitten an Bedeutung. Die oben getroffenen Aussagen zur Übermahlung der Wertminerale gilt entsprechend.
4 Schlussfolgerungen und Ausblick
Die Anwendung der SEM-basierten Partikelanalyse (d.h. MLA) und der hier aufgezeigten Datenverarbeitung ermöglichen es, Auswirkungen verschiedener Partikeleigenschaften auf einen Trennprozess zu bewerten. In der vorliegenden Fallstudie wurde der kombinierte Effekt von Partikelgröße und Partikeldichte auf die Windsichtung untersucht und so ein besseres Prozessverständnis erhalten. Da über die MLA verschiedene andere Partikeleigenschaften zugänglich sind, können mit dieser Methode, wie in Buchmann et al. (2020) und Schach et al. (2019) gezeigt, eine Vielzahl von Prozessen analysiert und komplette Fließschemata bewertet werden.
Die Anwendung der statistischen Entropie ermöglicht eine mehrdimensionale Bewertung der Trenngüte. Darüber hinaus ist die Methode mittels Kerndichteschätzung und mehrdimensionaler Trennkarten nicht auf Daten aus der MLA beschränkt, sondern auf alle partikelbasierten Daten anwendbar. Dieser allgemeine Ansatz ermöglicht es, bei Trennprozessen neben der Korngröße zusätzliche physikalische Effekte zu betrachten und für die Planung und Optimierung von Aufbereitungsanlagen zu berücksichtigen.
Literatur
Altun, Okay, Toprak, Alper, Benzer, Hakanand Darilmaz, Ozgun. 2016. ‘Multi component modelling of an air classifier’, Minerals Engineering, 93: 50-56, doi:10.1016/j.mineng.2016.04.014
Aydogˇan, N. A., Ergün, L.and Benzer, H. 2006. ‘High pressure grinding rolls (HPGR) applications in the cement industry’, Minerals Engineering, 19: 130-39, doi:10.1016/j.mineng.2005.08.011
Baawuah, Emmanuel, Kelsey, Christopher, Addai-Mensah, Jonasand Skinner, William. 2020. ‘Economic and Socio-Environmental Benefits of Dry Beneficiation of Magnetite Ores’, Minerals, 10: 955, doi:10.3390/min10110955
Bachmann, Kai, Osbahr, Inga, Tolosana-Delgado, Raimon, Chetty, Deshenthreeand Gutzmer, Jens. 2018. ‘Variation in Platinum Group Mineral and Base Metal Sulfide Assemblages in the Lower Group Chromitites of the Western Bushveld Complex, South Africa’, The Canadian Mineralogist, 56: 723-43, doi:10.3749/canmin.1700094
Bond, F. C. 1952. “The third theory of comminution.” In Mining Engineering, 484-94
Bru, Kathy, Sousa, Rui, Leite, Mário Machado, Broadbent, Chris, Stuart, Garfield, Pashkevich, Dzmitry, Martin, Mirko, Kern, Mariusand Parvaz, Daniel B. 2020. ‘Pilot-scale investigation of two Electric Pulse Fragmentation (EPF) approaches for the mineral processing of a low-grade cassiterite schist ore’, Minerals Engineering, 150: 106270, doi:10.1016/j.mineng.2020.106270
Buchmann, M., Schach, E., Leißner, T., Tolosana-Delgado, R., Kern, M., Krupko, N., Rudolph, M.and Peuker, U. 2018a. “Density and susceptibility: Geometallurgical characterization of a cassiterite-bearing complex skarn ore from the Ore Mountains, Germany.” In 29th International Mineral Processing Congress, Moscow, 4042-50
Buchmann, M., Schach, E., Tolosana-Delgado, R., Leißner, T., Astoveza, J., Kern, M., Möckel, R., Ebert, D., Rudolph, M., van den Boogaart, G.and Peuker, U. 2018b. ‘Evaluation of Magnetic Separation Efficiency on a Cassiterite-Bearing Skarn Ore by Means of Integrative SEM-Based Image and XRF–XRD Data Analysis’, Minerals, 8: 390, doi:10.3390/min8090390
Buchmann, Markus, Schach, Edgar, Leißner, Thomas, Kern, Marius, Mütze, Thomas, Rudolph, Martin, Peuker, Urs A.and Tolosana-Delgado, Raimon. 2020. ‘Multidimensional characterization of separation processes – Part 2: Comparability of separation efficiency’, Minerals Engineering, 150: 106284, doi:https://doi.org/10.1016/j.mineng.2020.106284
Costello, B.and Brown, J. 2015. “A tabletop cost estimate review of several large HPGR projects.” In Proceedings of SAG (Vancouver), 1-24
Fandrich, Rolf, Gu, Ying, Burrows, Debraand Moeller, Kurt. 2007. ‘Modern SEM-based mineral liberation analysis’, International Journal of Mineral Processing, 84: 310-20, doi:10.1016/j.minpro.2006.07.018
Gardula, A. 2015. “First year operation of HPGR at Tropicana Gold Mine.” In Proceeding of SAG (Vancouver)
Guo, Lijie, Liu, Jiaxiang, Liu, Shengzhaoand Wang, Jinggang. 2007. ‘Velocity measurements and flow field characteristic analyses in a turbo air classifier’, Powder Technology, 178: 10-16, doi:10.1016/j.powtec.2007.03.040
Heinicke, F.and Hubert, A. 2019. “Improvement of CIS standard iron ore circuit by HPGR.” In Proceedings of SAG (Vancouver), 1-10
Ihle, Christian F.and Kracht, Willy. 2018. ‘The relevance of water recirculation in large scale mineral processing plants with a remote water supply’, Journal of Cleaner Production, 177: 34-51, doi:10.1016/j.jclepro.2017.12.219
Jones, Hughand Boger, David V. 2012. ‘Sustainability and Waste Management in the Resource Industries’, Industrial & Engineering Chemistry Research, 51: 10057-65, doi:10.1021/ie202963z
Kupka, N., Tolosana-Delgado, R., Schach, E., Bachmann, K., Heinig, T.and Rudolph, M. 2020. ‘R as an environment for data mining of process mineralogy data: A case study of an industrial rougher flotation bank’, Minerals Engineering, 146: 106111, doi:10.1016/j.mineng.2019.106111
Michaelis, H. 2005. “Real and potential metallurgical benefits of HPGR in Hard Rock Ore Processing.” In Proceedings of Randol Conference, 1-9
Schach, E., Buchmann, M., Tolosana-Delgado, R., Leißner, T., Kern, M., van den Boogaart, G., Rudolph, M.and Peuker, U. 2019. ‘Multidimensional characterization of separation processes – Part 1: Introducing kernel methods and entropy in the context of mineral processing using SEM-based image analysis’, Minerals Engineering, 137: 78-86, doi:10.1016/j.mineng.2019.03.026
Schubert, H. 2003. Handbuch der Mechanischen Verfahrenstechnik (Weinheim: Wiley VCH) ISBN 3-527-30577-7
Shapiro, M.and Galperin, V. 2005. ‘Air classification of solid particles: a review’, Chemical Engineering and Processing: Process Intensification, 44: 279-85, doi:10.1016/j.cep.2004.02.022
Sousa, Rui, Simons, Bethany, Bru, Kathy, de Sousa, Ana Botelho, Rollinson, Gavyn, Andersen, Jens, Martin, Mirkoand Machado Leite, Mário. 2018. ‘Use of mineral liberation quantitative data to assess separation efficiency in mineral processing – Some case studies’, Minerals Engineering, 127: 134-42, doi:10.1016/j.mineng.2018.08.004
Ueda et al., 2018: Experimental analysis of mineral liberation and stereological bias based on X-ray computed tomography and artificial binary particles, DOI: 10.1016/j.apt.2017.11.004 van der Meer, F. P. 2011. “Feasibility of dry High Pressure Grinding and Classification.” In Proceedings of SAG (Vancouver), 1-18
van der Meer, F. P.and Schnabel, H. G. 1997. “The effect of roller press grinding on ball mill energy.” In Erzmetall, 554-61
Vanderbeek, J. L.and Gunson, A. J. 2015. “Cerro Verde 240.000 t/d concentrator expansion.” In Proceedings of SAG (Vancouver)
Dr. Markus Buchmann, German Aerospace Center (DLR) Cottbus/Deutschland
Markus Buchmann ist Wissenschaftler am Institut für kohlenstoffarme Industrieprozesse des Deutschen Zentrums für Luft- und Raumfahrt (DLR) in Cottbus. Dort arbeitet er in der Abteilung Simulation und Virtuelles Design an der Dekarbonisierung der Industrie in Deutschland.
Dr. Thomas Mütze, Helmholtz-Zentrum Dresden-Rossendorf, Helmholtz Institute Freiberg for Resource Technology, Freiberg/Deutschland
Thomas Mütze ist leitender Wissenschaftler am Helmholtz-Zentrum Dresden-Rossendorf (HZDR) und Mitglied der Abteilung Aufbereitung des Helmholtz-Instituts Freiberg für Ressourcentechnologie (HIF). Seine Fachgebiete sind Mahlkreisläufe, Recyclingtechnologien, Siloauslegung und Schüttgutverhalten. Seit 2021 leitet er die Forschungsgruppe Recycling am HIF.
Dr. Felix Heinicke, Köppern Aufbereitungstechnik GmbH & Co. KG, Freiberg/Deutschland
Felix Heinicke ist Senior Process Manager bei Köppern Aufbereitungstechnik in Freiberg. Er arbeitet seit 15 Jahren in der Forschung und Produktion für die Walzenaufbereitung, einschließlich Labor- und Industriestudien sowie Installationen für die Vermahlung und Agglomeration rund um den Globus.




