Neuartiges Multi-Schwingsieb im Einsatz bei HKM


 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © HKM
© HKM
 © HKM
© HKM
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
Das neuartige Multi-Schwingsieb goovi® von thyssenkrupp verspricht nicht nur good vibrations, sondern schafft mit stark reduzierten Gewichten und Bauhöhen und einer erheblichen Steigerung der betrieblichen Flexibilität, Produktqualität und Leistung einen echten Mehrwert für Betreiber.
1 Einleitung
Nach der Entwicklung und ersten Testergebnissen aus dem Betrieb eines Prototyps war es an der Zeit, das goovi® in der Praxis einzusetzen, um die Ergebnisse aus der Testphase zu verifizieren. Die perfekte Gelegenheit hierzu ergab sich bei der Hüttenwerke Krupp Mannesmann GmbH (HKM) in Duisburg (Bild 1), wo die Verarbeitung von unterschiedlichen Schlacken mit stark schwankenden Eigenschaften besondere Anforderungen an die Siebtechnik stellt.
2 Merkmale des thyssenkrupp goovi®
Das goovi® ist für den Einsatz in Sekundär- und Tertiärsiebstufen vorgesehen und zeichnet sich durch ein innovatives, patentiertes Antriebssystem und viele weitere, intelligente Detaillösungen aus.
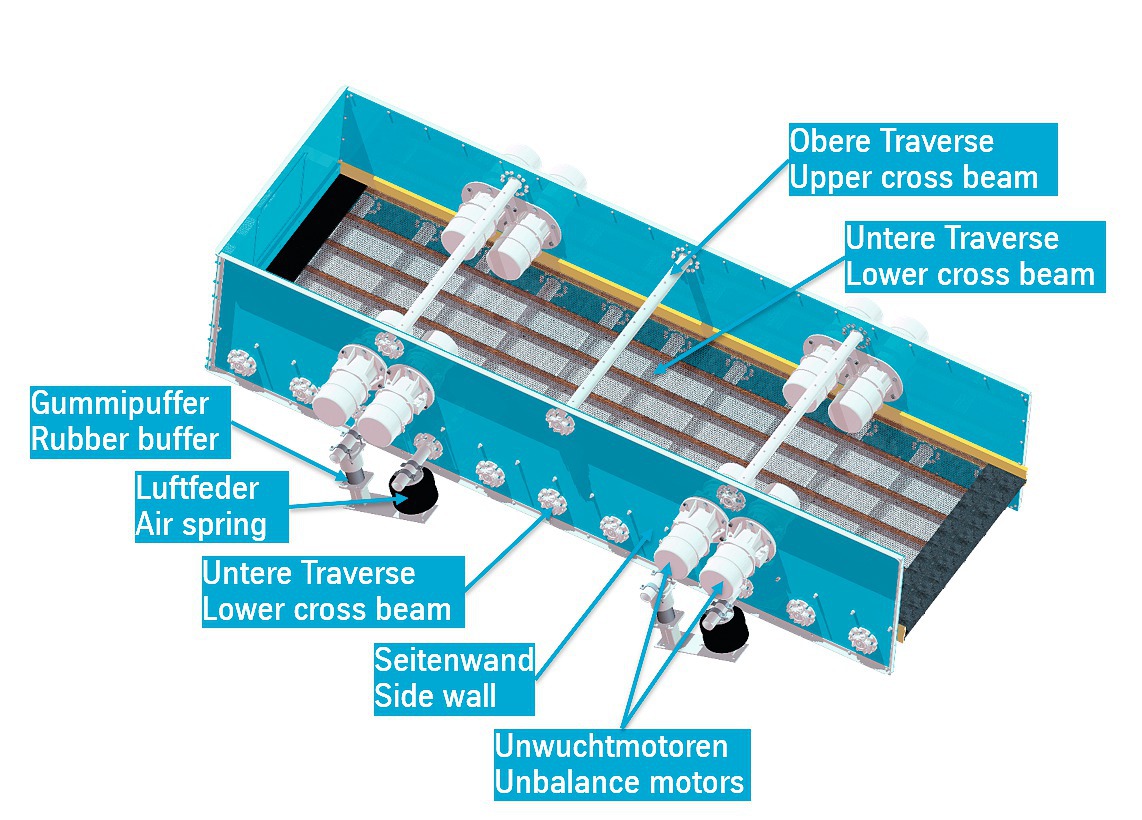
Es wird an vier verschiedenen Punkten, beidseitig jeweils vorne und hinten, durch jeweils 2 oder 3 Standard-Unwuchtmotoren angetrieben, die an die Seitenwände des Siebes angeflanscht sind (Bild 2). Das führt zu deutlich reduzierten Belastungen in den Seitenwänden und einer reduzierten Anzahl drehender Teile im Vergleich zu herkömmlichen Sieben. Hierdurch werden Gewichte und Bauhöhen deutlich reduziert bei gleichzeitig verringertem Wartungsaufwand und Verschleiß.
Die Steuerung des goovi® dient zur Synchronisation der Antriebsmotoren. Mit ihr lassen sich aber auch sämtliche Schwingungsformen von Sieben (Kreisschwinger, Linearschwinger, Ellipsenschwinger) durch einfache Verstellungen realisieren. Auch die Drehzahl und die Transportrichtung können stufenlos verstellt werden, so dass alle wichtigen Betriebsparameter jederzeit optimal an die Erfordernisse der Produktion angepasst werden können. Damit kann man auch während des Betriebs flexibel auf veränderte Materialeigenschaften (z. B. Feuchtigkeit) reagieren und die Verarbeitung siebkritischer Materialien optimieren. Für unterschiedliche Produkte können individuelle Rezepte gespeichert werden, die bei Bedarf aktiviert werden können. Dank der vollständigen Digitalisierung kann das goovi® auch in Regelkreisläufe und übergeordnete Steuerungssysteme eingebunden werden. Eine spezielle Reinigungsfunktion sorgt für die Entfernung von Steckkorn und somit hohe Siebeffizienz bei reduzierten Wartungszeiten.
3 goovi® ersetzt ausgedientes Kreisschwingsieb
Die Hüttenwerke Krupp Mannesmann GmbH (HKM) (Bild 3) ist auf die Produktion von Stahl und Vorprodukten für die verarbeitende Industrie spezialisiert. Mit knapp 3000 Mitarbeitern werden hier jährlich rund 4 Mio. t Stahl produziert. Neben der technisch und wirtschaftlich optimierten Fertigung legt HKM besonderen Wert auf eine umweltfreundliche und nachhaltige Produktion. Dazu gehört auch die vollständige Nutzung der Mineralstoffe, die als Nebenprodukte bei der Stahlherstellung entstehen (Bild 4). Diese werden weitestgehend als genormte Produkte im Straßen-, Wege-, Erd-, Deponie- und Wasserbau sowie in der Zementindustrie eingesetzt.
3.1 Aufgabenstellung
In der Aufbereitungslinie für Hochofen- und Stahlschlacke wurde bei HKM bisher ein klassisches Kreisschwingsieb eingesetzt, das altersbedingt ersetzt werden musste. Gleichzeitig wurde aber auch eine Prozessoptimierung angestrebt, da es insbesondere bei der Siebung von feuchtem Material immer wieder zu Leistungs- und Qualitätsverlusten kam. Eine besondere Herausforderung bei der Montage stellten zudem die beengten räumlichen Verhältnisse in der Anlage und das Fehlen eines Hallenkrans dar.
Ein Abgleich dieser speziellen Anforderungen mit den besonderen Merkmalen des goovi® von thyssenkrupp führte schnell zu der Erkenntnis, dass es hier eine hohe Überdeckung gibt und dass ein goovi® bestens für die Aufgabenstellung geeignet ist.
Die verfahrenstechnische Aufgabe stellte sich wie folgt dar: Die beiden Schlacken mit einer Aufgabestückgröße von 0 – 45 mm sollen in drei Fraktionen klassiert werden: 0 – 11 mm, 11 – 22 mm und 22 – 45 mm. Als besondere Qualitätsanforderung war ein Unterkornanteil von < 10 % in den jeweiligen Fraktionen gefordert. Diese Vorgabe konnte mit dem bisherigen Kreisschwingsieb im Sommer bei nahezu trockenem Material gut erfüllt werden. Bei nassem Wetter wiesen die Schlacken, die im Freien gelagert werden, jedoch Feuchtigkeiten von über 6 % auf und hatten damit eine kleberige Konsistenz. Das führte zu einem deutlich erhöhten Unterkornanteil in den Produkten, Steckkornbildung und daraus resultierend zu häufigen Produktionsausfällen, hohem Wartungsaufwand und stark reduzierter Durchsatzleistung.
3.2 Planung
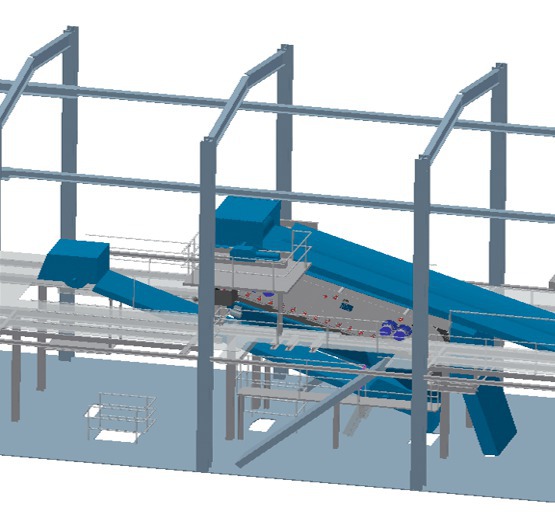
Bei der Planung des Projektes galt es als erstes, die Einbausituation vor Ort präzise zu erfassen, da das goovi® genau in der gleichen Position und mit den gleichen Anschlussmaßen wie das vorhandene Sieb in die bestehende Anlage eingebaut werden sollte. Dadurch sollten Zusatzkosten durch Anpassungsarbeiten im Umfeld des Siebes weitestgehend vermieden werden. Zunächst wurde die bestehende Anlage daher mit einem Laserscanverfahren vermessen (Bild 5). Aus den gewonnenen Daten wurde eine genaue Zeichnung der aktuellen Einbausituation abgeleitet, in die das neue Sieb eingeplant wurde (Bild 6).
Da bei der Konstruktion viel Wert auf Parametrisierung gelegt wurde, war sehr schnell eine individuelle Bauform für diesen Fall erstellt, die die vorhandenen Auflagerpunkte perfekt nutzt und eng an die Geometrie der alten Siebmaschine angelehnt ist. Die Siebfläche von 1,8 m x 6,0 m (10,8 m²) des Eindecker-Siebs wurde entsprechend den Anforderungen in einen Abschnitt für das Produkt 0 – 11 mm im Aufgabebereich und einen Abschnitt für das Produkt 11 – 22 mm im Abwurfbereich aufgeteilt. Am Überlauf fällt das Produkt 22 – 45 mm an. Die Siebflächen wurden wie schon bei dem Vorgängersieb mit Drahtgewebe ausgeführt.
3.3 Montage
Auch die Aufstellung des Siebs konnte unter den gegebenen Umständen nicht nach einem Standardmuster erfolgen. Die Montageexperten von thyssenkrupp und HKM entschieden sich daher, das Sieb in Einzelteilen anliefern zu lassen und direkt in seiner vorgesehenen Position in der Anlage zusammenzubauen. Dadurch konnte auf die Demontage anderer Anlagenkomponenten und Anpassungsarbeiten an den Übergängen verzichtet werden, was enorme Kosten- und Zeitersparnisse zur Folge hatte.
Um Probleme während der Montage auszuschließen, wurde das Sieb vor der Auslieferung einmal komplett in der thyssenkrupp-eigenen Werkstatt in Ennigerloh zusammengebaut (Bild 7), kontrolliert und anschließend für den Transport wieder demontiert.
Der Plan ging auf und nach nur drei Tagen waren die Montagearbeiten trotz schwierigster Bedingungen abgeschlossen (Bild 8) und die Probeläufe konnten beginnen. Die leichte und modulare Bauweise des goovi® war bei der Montage ein entscheidender Vorteil, da die einzelnen Komponenten des Siebs aufgrund der nicht vorhandenen Krananlage mit Kettenzügen in Position gebracht werden mussten.
3.4 Betrieb
Auch das goovi® wird bei HKM entsprechend dem Vorgängersieb vorranging als Kreisschwinger betrieben. Bis zu einer Feuchtigkeit von 4 – 5 % im Aufgabematerial kann das Sieb bei dieser Fahrweise nahezu ohne Steckkornbildung betrieben werden und der Unterkornanteil im Produkt liegt bei einer Durchsatzleistung von ca. 200 t/h unter 10 %. Bei höheren Feuchtigkeiten kommt es aber zunehmend zu Anhaftungen der feinen Partikel an den groben Körnern. Folglich steigt der Unterkornanteil über den Grenzwert und auch die Steckkörner nehmen zu. Dem konnte man bisher nur begegnen, indem man die Materialzufuhr drastisch reduzierte. Hierdurch reduziert sich die Schichthöhe auf dem Siebbelag, wodurch sich wiederum die anhaftenden Partikel besser lösen.
In Kenntnis dieser Problematik wurden in der Steuerung des neuen goovi® verschiedene Betriebsweisen (Rezepte) hinterlegt, die an die unterschiedlichen Materialeigenschaften angepasst wurden und bei Bedarf abgerufen werden können. Hierfür muss das Sieb lediglich einmal heruntergefahren werden, um dann sofort wieder mit geänderter Fahrweise weiter arbeiten zu können.
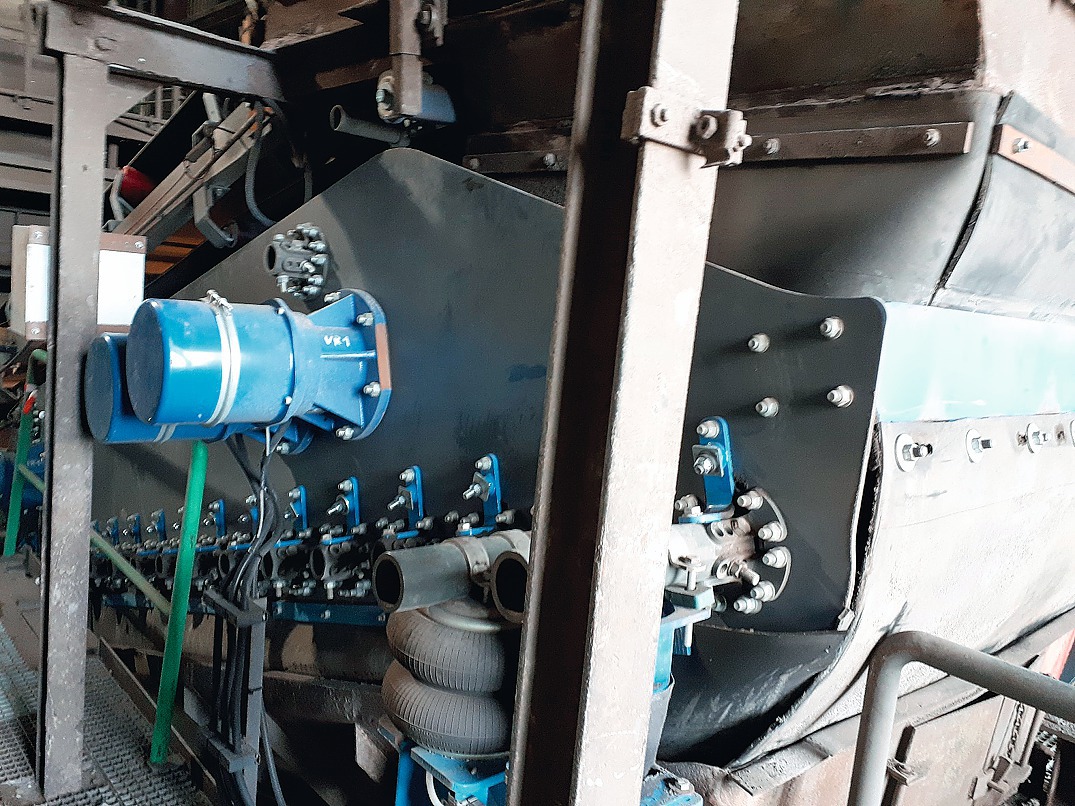
Aufgrund der Tatsache, dass bei einer linearen Siebbewegung ein höherer Impuls auf das einzelne Korn ausgeübt wird, ist bei dieser Schwingform ein reduzierter Unterkornanteil zu erwarten. Daher wird das goovi® bei Feuchtigkeiten über 6 % mittels seiner Steuerung vom Kreisschwing- auf den Linearschwingbetrieb umgeschaltet. Diese Maßnahme führte zu einer stark verbesserten Materialverteilung auf dem Sieb und nach einigen Testzyklen stellte sich heraus, dass ein Wurfwinkel des Linearvektors von 80 ° (Bild 9) die besten Betriebsergebnisse liefert.
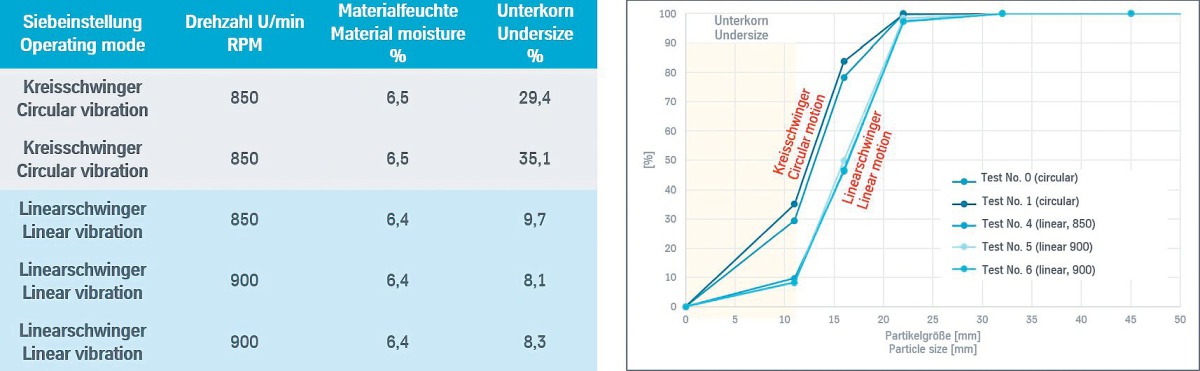
Der Unterkornanteil konnte dabei im Vergleich zum Kreisschwingbetrieb bei wenig Steckkorn unterhalb von 10 % gehalten werden (s. Tabelle 1), wobei eine leichte Erhöhung der Drehzahl von 850 U/min auf 900 U/min eine nochmalige Verbesserung ergab. Entscheidend ist dabei, dass das goovi® mit diesen Einstellungen auch bei feuchtem Aufgabematerial mit vollem Durchsatz betrieben werden kann und damit, verglichen mit dem alten Kreisschwingsieb, die nahezu doppelte Leistung liefert.
4 Schlussfolgerung
Die Versuche haben deutlich gezeigt, dass das goovi® aufgrund seiner Möglichkeiten, wichtige Betriebsparameter an die Aufgabenstellung anzupassen, über ein hohes Optimierungspotential hinsichtlich der erforderlichen Performance verfügt. Dies ist besonders bei hohen Anforderungen an bestimmte Produkteigenschaften und der Verarbeitung siebkritischer Materialien von großer Wichtigkeit für Betreiber. So können in Zukunft die teils strengen Anforderungen von Normen an Körnungen für die Bauindustrie leichter erfüllt werden.
Der Einsatz eines goovi’s® ermöglicht darüber hinaus, mit ein und derselben Maschine unterschiedliche Produkte herzustellen bzw. auf die Produkteigenschaften Einfluss zu nehmen. Ebenfalls können unterschiedliche Aufgabematerialien aus unterschiedlichen Vorkommen oder mit saisonal unterschiedlichen Eigenschaften optimal verarbeitet werden, wie das oben geschilderte Beispiel deutlich zeigt. Betriebsbedingte Unterbrechungen durch Verstopfen der Siebbeläge und Wartungsarbeiten können auf ein Minimum reduziert werden.
Neben der Flexibilität in der Produktion zeichnet sich das goovi® durch hohe Anpassungsfähigkeit an die räumlichen Gegebenheiten von bestehenden Anlagen und einfache Montage aus. Damit ist das Sieb bestens für den Austausch bestehender Maschinen geeignet und kostenintensive Anpassungsarbeiten an anderen Anlagenkomponenten entfallen.
Der Einsatz bei HKM hat eindrucksvoll gezeigt, dass das goovi® von thyssenkrupp Betreibern mit seinem revolutionären Antriebskonzept und vielen intelligenten Detaillösungen eine Vielzahl von Möglichkeiten bietet, sowohl die Qualität ihrer Produkte als auch ihre Produktion zu steigern.
Autoren:
Dr.-Ing. Armin Greune
thyssenkrupp Industrial Solutions AG, Beckum/Deutschland
Armin Greune studierte an der TU Braunschweig Maschinenbau und promovierte an der Universität Hannover. Von 1991 bis 1997 arbeitete er als Leiter des Bereichs Prozesstechnik bei der Krupp Fördertechnik GmbH. Von 1998 bis 2014 leitete er den Bereich Hazemag bei der Hazemag & EPR GmbH. Von 2014 bis Anfang 2021 war er für das globale Standard Machines Business des Bereichs Mineral Processing bei der thyssenkrupp Industrial Solutions AG verantwortlich und unterstützt diesen Bereich nun als Senior Expert.
B. Eng. Peter Berlitz
thyssenkrupp Industrial Solutions AG, Beckum/Deutschland
Peter Berlitz hat an der Fachhochschule Dortmund Maschinenbau studiert. Seit 2012 durchlief er bei der ThyssenKrupp Fördertechnik GmbH und anschließend bei der thyssenkrupp Industrial Solutions AG verschiedene Stationen, von der Konstruktion über Projektmanagement bis hin zum Vertrieb von Aufbereitungsmaschinen. Heute ist er stellvertretender Leiter der Produktlinie „Screens & Feeders“ und verantwortlich für das goovi®.





