Aufbereitungstechnisches Seminar 2012 in Leoben/Österreich

















Bereits zum 10. Mal in Folge veranstaltete der technisch-wissenschaftliche Verein Bergmännischer Verband Österreichs zusammen mit dem Fachausschuss für Aufbereitung im Bergmännischen Verband Österreichs und der Montanuniversität Leoben sein zweitägiges Aufbereitungstechnisches Seminar vom 26. bis 27. Januar in Leoben/Österreich. Im Mittelpunkt der diesjährigen Veranstaltung stand die „Produktionskontrolle in der Mineral- und Sekundärrohstoffaufbereitung“ im Hinblick auf die physikalischen und chemischen Merkmale und Eigenschaften innerhalb der Produktströme. In 18 Fachvorträgen diskutierten etwa 150 teilnehmende Vertreter aus Wissenschaft, Grundstoffindustrie und Zulieferindustrie den aktuellen Stand der Technik.
Prof. Dr. techn. Wolfhard Wegscheider, Lehrstuhl für Allgemeine und Analytische Chemie an der Montanuniversität Leoben, gab in seinem Vortrag über die „Modernen Analysenverfahren für die Mineralrohstoffindustrie“ einen einführenden Überblick. Er betonte, wie enorm wichtig die eindeutige Identifizierung der Zusammensetzung und der Eigenschaften von Rohmaterial bereits vor, aber auch während der Prozesskette ist, um einen möglichst effizienten Ablauf innerhalb des Aufbereitungsprozesses zu gewährleisten und ein qualitativ hochwertiges Endprodukt liefern zu können. Ass.-Prof. Dr. mont. Andreas Böhm, Lehrstuhl für Aufbereitung und Veredlung an der Montanuniversität Leoben, legte anschließend in seinem Vortrag „Gutstrominvariante zur Auslegung von inkrementalen Probenahmeeinrichtungen: Hindergrund und Einsatzbespiele“ die versuchstechnisch aufwändige Vorgehensweise für eine statistisch repräsentative Ermittlung von Stoffstromkenngrößen dar. Ein Grundproblem besteht in der Heterogenität der Zusammensetzung sowie der Verteilung der Körner in den jeweils zu beprobenden Materialströmen. Um dennoch eine repräsentative Aussage zur Gesamtprobe treffen zu können, ist es erforderlich, entsprechende charakteristische Fehlerbeiträge, die sich aus der kleinräumigen Gutinhomogenität ergeben, prozessbedingte Schwankungsfehler bei den Einzelproben und nicht zuletzt auch Verarbeitungsfehler und Analysefehler zu berücksichtigen.
Nach dieser einführenden und theoretischen Betrachtungsweise der Analysemethoden thematisierten die Referenten der nachfolgenden Vorträge die Vorteile und Nutzen der vollautomatisierten Probenahmesysteme gegenüber der manuellen Aufbereitung von Proben. Mette Dobel, FLS Minerals Industry, gab in ihrem Vortrag „Things to consider when automating your lab“ einen praxisnahen Überblick über die Arbeit in einem automatisierten Labor eines großen Unternehmens. Sie ging der Frage nach, welche Aspekte bei der Umstellung auf die Automatisierung eines Labors zu berücksichtigen sind, z.B. im Hinblick auf technische Ausstattung, Einbindung von entsprechenden Herstellerfirmen bzw. des eigenen Personals, und welche Vorteile eine vollautomatisierte Probenahme u.a. für eine Optimierung der Arbeitssicherheit, Kostenentwicklung und Produktqualität bietet. Dipl.-Ing. Jens Corell, Siebtechnik GmbH, zeigte in seinem Vortrag „Möglichkeiten der Qualitätsüberwachung mit automatischen Probenahme- und Probenaufbereitungssystemen“ anhand von Praxisbeispielen, wie die Zuverlässigkeit der Analysenergebnisse gesteigert und damit auch die Qualität von Schüttgütern in der Produktion oder im Umschlagbetrieb zuverlässiger beurteilt werden kann. Kundenspezifische Anforderungen spielen eine wichtige Rolle bei der Entwicklung und Installation automatisierter Probeaufbereitungs- und Probenahmesysteme. Daryl Stevens, FLS Essa, zeigte in seinem Beitrag „Raw material adjusted automatic sampling systems: Possibilities for bias free sampling of bulk material with ESSA sampling systems“ am Einsatz automatisierter Probenahmesysteme von ESSA, z.B. beim Hafenumschlag von Eisenerz bzw. in einem Stahlwerk, inwiefern mit Hilfe einer zuverlässigen und effektiven Qualitätskontrolle die Wettbewerbsposition von Unternehmen verbessert werden kann.
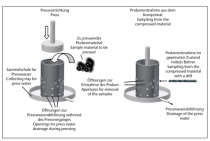
Auch im nächsten Vortragsblock lag der Blickpunkt insgesamt auf dem Potenzial der modernen Analysemethoden hinsichtlich Leistungssteigerung und Produktqualität. Dipl.-Ing. Stéphane Ortega, Holcim Group Support Ltd, Holderbank AG, verwies in seinem Vortrag „From quarry to raw mill feed – Importance of raw material properties“ darauf, wie stark der Projekterfolg in der Kalkstein-Aufbereitung von einer vorgeschalteten Analyse abhängen kann. Probenahme, Tests und deren Auswertung sind die Grundvoraussetzung, um je nach mineralischer Zusammensetzung, geologisch bedingter Eigenschaften und jahreszeitlicher Einflüsse (Feuchtigkeit, Temperatur) eine dem Rohmaterial angepasste Prozesskette für die Aufbereitung bis zum Endprodukt zu installieren. Juha Timperi, Outotec (Finland) Oy, präsentierte anschließend in seinem Beitrag „Advanced control strategies in flotation circuits“ aktuelle Online-Prozessüberwachungssysteme von Outotec, die zusätzlich zu bereits installierten Basis-Kontrollsystemen im Flotationskreislauf eingesetzt werden. An verschiedenen Fallbeispielen (Zink-, Gold- und Kupfergewinnung) zeigte er den dadurch optimierten Prozessablauf auf. Nachfolgend stellte Prof. Dr.-Ing. Sylvia Schade-Dannewitz, Fachhochschule Nordhausen, in ihrem Beitrag über die „Gewinnung repräsentativer Analyseproben von Sekundärbrennstoffen mit der Pressbohrmethode“ eine neu entwickelte Methode zur Probenentnahme und Gewinnung von Analysenproben aus heterogenen Schüttgütern geringer Dichte vor. Die Pressbohrmethode erreicht – im Vergleich zu bisher praktizierten Standardmethoden – eine geringere Fehlerquote bei den Analyseergebnissen und eignet sich neben der Gewinnung repräsentativer Feststoffproben zusätzlich für eine differenzierte Chloranalyse.
Im letzten Vortragsblock des Tages wurden weitere Analysesysteme für Stoffströme von Apparateherstellern vorgestellt. Carsten Wiedmann, Thermo Fisher Scientific Messtechnik GmbH, präsentierte in seinem Vortrag über die „Produktstromkontrolle mit PGNAA – Einsatzmöglichkeiten und -grenzen im Vergleich zu inkrementaler Probenahme“ den Thermo Scientific CB Omni als neueste Generation innerhalb der Prompt Gamma Neutron Activation Analyse (PGNAA) Systeme. Mit dem sogenannten Cross Belt Analyzer, der in der Regel in Zementwerken zur Kontrolle der Lagerstätte, zur Dosiersteuerung vor der Rohmühle und zur Materialsortierung eingesetzt wird, können Echtzeitanalysen über die Rohstoffzusammensetzung sowie Gesamtmaterialstromanalysen, unabhängig von Fehlern im Zusammenhang der Probenahme, durchgeführt werden. Jerome Gondeau, PANalytical B.V., berichtete in seinem Beitrag „The Sodern CNA – Technique, Applications“ über Möglichkeiten und Nutzen der Kontrollierten Neutronenanalyse im Vergleich zur Röntgenanalyse am Beispiel typischer Einsatzbereiche in der Zement- und der Kohleindustrie bzw. innerhalb der Gewinnung mineralischer Rohstoffe wie Kupfer-, Nickel- und Eisernerz. Das auf der Grundlage der Ultraschallextinktion arbeitende Partikelgrößenanalysegerät OPUS stand im Mittelpunkt des Beitrags „On-line Partikelgrößenanalyse in Aufbereitungsprozessen, Stand der Technik und Anwendungsbeispiele“ von Dipl.-Ing. Axel Pankewitz, Sympatec GmbH. Neben der Ermittlung der Partikelgrößenverteilung eignet sich OPUS auch zur Messung des Feststoffgehalts von mineralischen Schlämmen direkt in einer rauen Prozessumgebung. Die hochauflösenden Analyseergebnisse liefern eine Vielzahl von Daten für die gesamte Prozess- und Produktsteuerung.
Die Ermittlung von Stoffstromkenngrößen sowie der Stoffstromgehalte innerhalb der Produktströme ist die Grundvoraussetzung, um bei einer optimalen Ausnutzung des zur Verfügung stehenden Rohmaterials ein qualitativ hochwertiges und gleichbleibendes Endprodukt zu erhalten – zumal die Qualität des Rohmaterials innerhalb der verschiedenen Lagerstätten stark variieren kann. So stand auch der zweite Veranstaltungstag ganz im Zeichen der Frage, inwieweit mit Hilfe von Analyseverfahren die Produktstromkontrolle verbessert werden kann. Kari Niiranen, MSc., LKAB, Kiruna berichtete in seinem Vortrag „Produktstromkontrolle des Aufgabestroms in die Aufbereitung bei LKAB/Kiruna“ über die Entwicklung eines vereinfachten Verfahrens im Labormaßstab, mit dessen Hilfe die Aufbereitungseigenschaften des abgebauten Erzes prognostiziert werden können. Nachdem bereits beim Abbau die verschiedenen Erztypen (phosphorarm, phosphorreich) der Lagerstätte produktionstechnisch zusammengelegt wurden und die vorher bereits untertage erfolgte Probenahme wegfiel, werden nun anhand von Aufbereitungstests und chemischer Analyse ermittelte physikalische Kenngrößen des geförderten Erzes in ein geologisches 3D-Modell implementiert, das so als Informationsgrundlage für die Steuerung des Aufbereitungsprozesses und der Förderkette dient. Dipl.-Ing. Karl Pilz, voestalpine Stahl GmbH, stellte in seinem Vortrag „Online-Analytik zur Prozesskontrolle in der voestalpine Stahl“ drei Messsysteme vor, die nach einer aufwändigen Phase der Entwicklung, Installation und Inbetriebnahme in ihrem jeweiligen Einsatzbereich Prototypen darstellen. Mit dem Ziel einer optimierten Beheizung der Koksbatterien wurde die Online Messung der zugeführten Kohlenmischung mit RFA (Röntgenfluoreszenzanalyse) erfolgreich installiert. Ebenfalls mit Hilfe der Online RFA Messung ist es möglich, den bei der Stahlerzeugung entstehenden LD-Staub anhand des ermittelten Zink-Gehaltes zu klassifizieren. Die Online Messung der LD-Schlacke mit LIBS (Laser Induced Breakdown Spectroscopy) ermöglicht eine eindeutige Klassifikation der Qualität der LD-Schlacke anhand chemischer Analyse. Die Maßnahmen, die bereits zur „Produktionskontrolle am Steirischen Erzberg“ mit Blick auf eine möglichst langfristige Sicherung der Nutzung der Lagerstätte vorgenommen wurden, waren Thema des Vortrags von Dipl.-Ing. Dr. mont. Alfred Stadtschnitzer, VA Erzberg GmbH. Neben der Anschaffung eines Röntgenfluoreszenzspektrometers zur Optimierung von Messdauer und Messgenauigkeit, ist der Einsatz eines Online-Analysegerätes zur Ermittlung der Qualitäten des jeweils aktuell geförderten Erzes am Eingangsstrom und eines sensorgestützten Sortierers auf Röntgenfluoreszenzbasis zu nennen. Darüber hinaus ist zur Qualitätssicherung im Vergleichmäßigungslager ein mechanisiertes Mischbett in Planung, und mit einer zusätzlichen Probenahmestelle kann die Lagerzusammensetzung ständig aktualisiert werden. Mit Hilfe dieser Maßnahmen ist es möglich, die bestehenden Aufbereitungslinien optimal zu beschicken und schneller auf wechselnde Qualitäten während der gesamten Prozesskette bis hin zur Auslieferung des Fertigproduktes zu reagieren.
Im Mittelpunkt des Beitrags von Dipl.-Ing. (FH) Sven Vennewald, Haver & Boecker OHG, Oelde, stand die „Photooptische Partikelanalyse (HAVER-CPA), Anwendungen und Möglichkeiten in aufbereitungstechnischen Prozessen“. Das HAVER CPA Messverfahren liefert vergleichbare Ergebnisse wie die konventionelle Siebanalyse und bietet weitere Vorteile, wie z.B. eine schnelle Detektierung der Korngrößen-, Kornformkennwerte und Partikelanzahlen, Zeit- und Aufwandsersparnis bei den Messungen, individuelle Auswertung der Produkt- und Partikeldaten, frühzeitige Erkennung des Anfahr-, Übergangs- bzw. stationären Bereiches in Produktionsprozessen, einfaches Archivieren und komfortables Datenhandling, hohe Reproduzierbarkeit der Messergebnisse etc. Dank einer Vielzahl von HAVER Peripheriegeräten lassen sich die CPA Systeme so erweitern, dass sie als Labor-, Technikums- oder Onlineversion für eine große Bandbreite an Einsatzgebieten genutzt werden können – u.a. in der Koks-/Kohle-Industrie, Sand- und Kies-Industrie, bzw. in der chemischen Industrie. Dipl.-Ing. Christian Makari, binder + co AG, berichtete in seinem Beitrag „Produktionskontrolle in einer modernen Altglasaufbereitungsanlage – Schlagzahlstatistik sensorgestützter Sortiermaschinen und Mengenstromerfassung zur automatischen Produktionsoptimierung“ über den Einsatz eines intelligenten Steuerungssystems. Mit Hilfe dieses übergeordneten automatischen Steuersystems zur Regelung bzw. Optimierung der Produktion lassen sich eine kontinuierliche Produktionsqualität, eine konstant hohe Endproduktqualität, eine optimale Durchsatzleistung, effiziente Sortierbedingungen für sensorgestützte Maschinen, eine Minimierung des Bedienaufwandes für den Betrieb der Anlage sowie geringe zusätzliche Investitionskosten und damit eine hohe Wirtschaftlichkeit erreichen. Dipl.-Ing. Peter Schwei und Dipl.-Ing. Walter Steinwender, w&p Zement GmbH, präsentierten in ihrem Beitrag „Aufbereitung und qualitätsgesicherter Einsatz von Ersatzbrennstoffen in der Portlandzement-Klinker Produktion im Werk Wietersdorf“ ein neues Konzept der Brennstoffaufbereitung, der Probenvorbereitung und Probenahme sowie Analytik. Zur Einhaltung der Grenzwerte gemäß der Neuregelung der Abfallverbrennungsverordnung wurden z.B. Probenahme-Frequenz, Probenteilung wie auch Analysenmethoden auf eine neue statistische Grundlage gestellt. Dadurch gelingt es, weiterhin Klinker in einer hohen Qualität herzustellen und gleichzeitig die zusätzlichen Anforderungen mit dem bestehenden Produktions- und Laborpersonal zu bewältigen. Zum Abschluss der Vortragsreihe gab Dipl.-Ing. Dr. mont. Wolfram Bernhart, METSO MCT – Process Technology Development, in seinem Beitrag „Trends in der Kontrolle von Aufbereitungssystemen“ am Beispiel von Projekten der Bergbauindustrie, die Metso in den vergangenen zwei Jahrzehnten weltweit umgesetzt hat, einen Überblick über die Entwicklungen in den Bereichen Prozesskontrolle und Prozesssteuerung. Dank der zunehmenden Leistungsfähigkeit der Computertechnologie ist es inzwischen möglich, große Datenmengen zu erfassen und zu verarbeiten. Mit Hilfe phenomenologischer Modelle bzw. auf Modellen basierender Prozesskontrolle (Model Predictive Control) können immer komplexere und effizientere Kontrollstrategien entwickelt und Prozesse gesteuert werden. Zugleich kann auch mit Hilfe von bildgebenden Sensoren in den verschiedensten Prozessstufen der Aufbereitung die Kontrolleffizienz verbessert werden. Ebenso bieten Data-Mining bzw. die Verwendung von dynamischen Simulationsprogrammen die Grundlage für neue Anwendungen in der Prozesskontrolle. Eine Grenze des Machbaren ist nicht in Sicht – die Entwicklung gerade in diesem Bereich vielmehr nach oben hin offen.
Vor diesem Hintergrund bot sich sowohl in den Pausen zwischen den einzelnen Vortragsblöcken wie auch im Rahmen von zwei Abendveranstaltungen den teilnehmenden Mitarbeitern der Mineral- und Sekundärrohstoffindustrie, der Maschinenhersteller und des Anlagenbaues sowie Studenten und Lehrenden von Fachhochschulen und Universitäten die Gelegenheit zu einem regen Informationsaustausch. Der aktuelle Stand der Technik, wie auch die Grenzen der Einsetzbarkeit der modernen Analysemethoden zur Stoff- und Produktstromkontrolle und deren zukunftsweisendes Potenzial wurden dabei ebenso intensiv wie kritisch beleuchtet. Eine Fachausstellung war in den Ablauf des Seminars integriert, um Betrieben der Mineral- und Sekundärrohstoffindustrie, Apparateherstellern, Anlagenbauern und der Universität die Möglichkeit zu bieten, Neuerungen zum Seminarthema auszustellen und auch hier die Gelegenheit zu einem regen Erfahrungsaustausch mit den Seminarteilnehmern zu nutzen.
www.bvo.at