Alles wird sortiert



Das Aussondern von Fremdkörpern, Missfärbungen oder defekten Bestandteilen aus Nahrungsmitteln und Tabak (Bild 1 und Bild 2) ist das Ziel der Firma BEST seit ihrem Bestehen, wobei BEST für Belgian Electronic Sorting Technology steht. Die optimalen Sortiertechnologien arbeiten mit Magneten, Induktion, Nah-Infrarot und Wirbelstrom für innovative Lösungen, die eine Komplettlösung für den Recyclingmarkt garantieren. Darüber hinaus stehen die Technologien des optischen Sortierens und die innovativen Lösungen des Unternehmens auch für Qualität, Effizienz, Zuverlässigkeit und Wertschöpfung für die Recyclingindustry.
1996 schlossen sich Paul Berghmans, Eddy De Reys und Marc Ruymen zusammen, um die Sortiertechnik entscheidend weiterzuentwickeln. Die drei Jungunternehmer verfügten über Jahre an Erfahrungen im optischen Sortieren in der Lebensmittelindustrie. Bert Van der Auwera stieß zu ihnen, um als Geschäftsmann des Teams den Absatz der Ausrüstungen zu leiten. Das Ziel der Gründer war es, eine Technologie zu schaffen, die so leicht wie ein Radio zu handhaben war – eine kleine und robuste Hightech-Maschine, leicht zu installieren und zu bedienen.
Die vier Ingenieure waren so von der Notwendigkeit einer neuen Generation von modernen und leistungsstarken Sortiermaschinen überzeugt, dass sie eine neue Firma mit begrenzten finanziellen Mitteln, hauptsächlich aus privaten Quellen und mit der Unterstützung ihrer Familien, gründeten. Die Ingenieure begannen bei Null in der Garage von Eddy De Reys mit dem Ziel, 1997 drei bis fünf Maschinen zu verkaufen. Paul Berghmans und Marc Ruymen konzentrierten sich auf die Entwicklung der Maschinen. Eddy De Reys war der Serviceingenieur und überwachte den finanziellen Aspekt. Bald brauchten sie jemanden mit Geschäftserfahrungen, und Bert Van der Auwera schloss sich dem Team an, um sich dem Vertrieb zu widmen. Ihre erste Erfindung war der Beginn einer neuen Generation von Sortierausrüstungen – die Hightech-Lasersortiermaschine LS 9000TM. Sechs Monate nach dem Start wurde sie an einen Rosinenexporteur in der Türkei geliefert. Mit dieser Maschine konnten klebrige, schadhafte Rosinen mit gleicher Farbe aussortiert werden. Das war eine Revolution für diesen Industriezweig.
Zwei Jahre nach der Gründung von BEST wurde ein umfangreiches Netz lokaler Vertreter geschaffen, um den Kunden besser dienen zu können. Im Jahr 2000 wurde die Filiale in Colorado/USA gegründet. Damit waren die Maschinen von BEST in 28 Ländern vertreten. Dank der verbesserten Effizienz und Leistung, in Kombination mit der hohen Zuverlässigkeit und Benutzerfreundlichkeit der neuen Maschinen, gelang es BEST, eine herausragende Position in der Industrie zu erreichen. Heute beträgt der Umsatz von BEST ca. 65 Mio. €, und das Unternehmen hat weltweit nahezu 300 Mitarbeiter (Bild 3).
Um der Herausforderung eines Kunden begegnen zu können, verfügt BEST über eine breite Palette von Sortiermaschinen für die Lebensmittel- und Non-Food-Industrie. Die Firma entwickelt auf den Kunden zugeschnittene Sortiermaschinen mit dem absoluten Anspruch, jeder Herausforderung, die sich dem Kunden stellt, gewachsen zu sein. In Abhängigkeit von der Art des Produkts können die Maschinen von BEST unerwünschtes Material aufspüren und entfernen. In der Lebensmittelindustrie betrifft das Farbabweichungen, Flecke, Form- oder Strukturveränderungen, alle Arten von Insekten, Nagetieren und Fremdkörpern (Plastik, Metall, Glas, Holz usw.). In der Tabakindustrie wird hauptsächlich nicht-tabakhaltiges Material detektiert und entfernt. Im Bereich der Recyclingprodukte separiert BEST die unterschiedlichen Materialien, um sicherzustellen, dass die Firmen ein reines Endprodukt erhalten, Wertstoffe rückgewinnen und somit ihr Einkommen steigern. Der Typ der eingesetzten Sortiermaschinen – HeliusTM, GeniusTM, IxusTM, PrimusTM, Opus, Felix, TB5TM, Primex, Duplex, EcoTowerSort (Bild 4) Nirex oder Easymex – wird vom Produkttyp, den lokalen Umständen, dem Produktzustand und den spezifischen Anforderungen des Kunden bestimmt. Die Maschinen unterscheiden sich entsprechend den eingesetzten Technologien: NIR, Magneten, Induktion, Wirbelströme, LED, Kamera, Laser oder Röntgen bzw. einer Kombination daraus.
Das Grundprinzip optischer Sortiermethoden besteht in der Beleuchtung des Produkts mit elektromagnetischen Wellen, d. h. Licht oder Röntgenstrahlen. Wenn diese Wellen auf ein Ziel auftreffen, ändern sich einige Eigenschaften, während andere unverändert bleiben. Diese Unterschiede werden detektiert, und das sich ergebende Bild ist die Grundlage für den Sortierprozess.
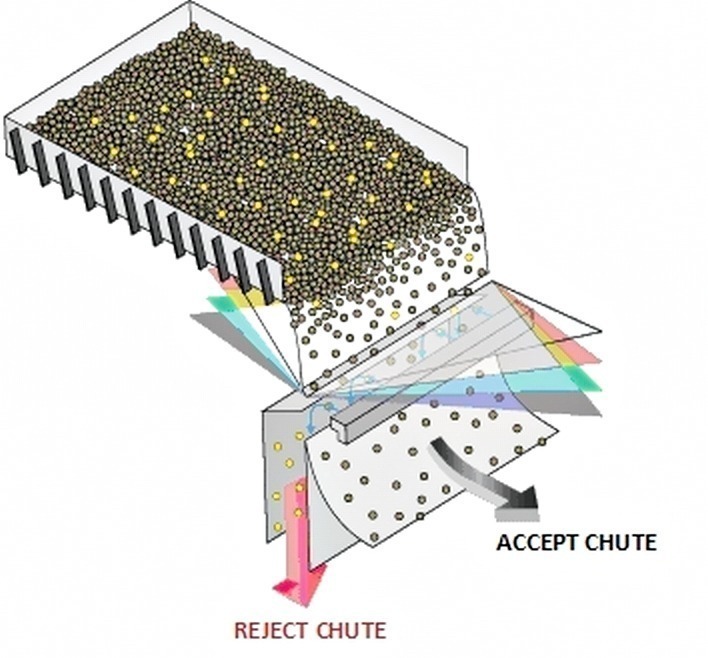
Bild 5 zeigt das Funktionsprinzip der Lasersortierung. Der Aufgaberüttler verteilt das Produkt gleichmäßig über die Freifallschurre. Das Produkt fällt nach unten in den Inspektionsbereich, wo mehrere Laserstrahlen die gesamte Breite des herunterfallenden Produktstroms scannen.
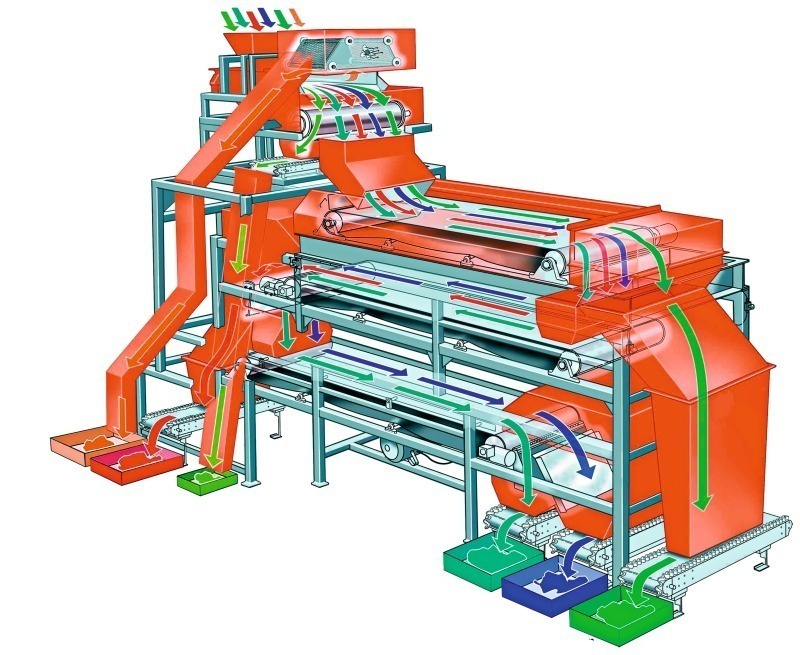
Für das Recyclinggeschäft gibt es die EcoTower-Baureihe von BEST, die eine breite Palette von Sortiersystemen auf der Basis von Sensoren mit unterschiedlichen Methoden der Materialaussonderung umfasst.
Das Material wird der Anlage über einen Rüttelaufgeber aufgegeben. In Abhängigkeit von den Sortiertechniken auf den jeweiligen Sortierdecks wird das Material von oben nach unten in die gewünschten Fraktionen aufgegliedert. Anwendbare Sortiertechniken arbeiten z.B. mit Magneten, Wirbelstrom, Induktionssensoren, optischen Sensoren bzw. einer Kombination daraus. Der Materialauswurf kann durch Druckluft oder ein mechanisches System erfolgen. Die Kombination der verschiedenen Sortiersysteme minimiert Raumbedarf, Kosten, Energie und bietet bestmögliche Sortierergebnisse.
Die Freifalllasersortiermaschine HeliusTM kann das Material auf Grund von Farb- und/oder strukturellen Unterschieden trennen. Mit bis zu 12 einzelnen Lasersignalen entdeckt die HeliusTM alle Farb-, Struktur-, Größen- und Formunterschiede in einem Produktstrom. Innerhalb von Millisekunden entfernen leistungsstarke Luftkanonen exakt alle vorher definierten Materialien, wobei die anderen Produkte ihren natürlichen freien Fall fortsetzen können.
Mit einer Kombination aus mehreren Sortiertechniken ist die optische Sortiermaschine GeniusTM die Antwort von BEST auf die ständig steigenden Anforderungen der Recyclingindustrie. Diese Sortiermaschine kann mit Hilfe von Kameras, Laser oder einer Kombination aus beiden Materialien auf Grund der Farbe, Form und Struktur abscheiden. Die GeniusTM erreicht eine unübertroffene Sortierleistung und entdeckt auch die kleinsten Unterschiede hinsichtlich Farbe, Struktur und Form.
Die Sortiermaschine IxusTM Bulk ist die mit Röntgenstrahlen arbeitende Sortierlösung für die Recyclingindustrie. So absorbieren beispielsweise Metalle, Glas, wärmebeständige Plastik und kleines Gestein mehr Röntgenstrahlen als andere Materialien und sind somit leicht zu entdecken. Diese Sortiermaschine kann leicht integriert, als zusätzliche Sortierausrüstung verwendet oder als Einzelmaschine eingesetzt werden.
Unterschiedliche Metallfraktionen, wie Aluminium, Edelstahl oder restliches Nichteisenmaterial kann mit Hilfe der Sortiermaschine vom Typ Duplex ausgesondert werden. Bei ihr wird die Wirbelstromtechnik mit Induktionssensoren kombiniert. Das erlaubt dem Kunden, mehrere Fraktionen in einem Gang zu trennen. Sogar die kleinsten Metallteilchen werden entdeckt und entfernt, was zu einer sehr sauberen Nichtmetallfraktion führt.
Die Sortiermaschine Primex trennt alle Nichteisenmetalle von Schüttgutfraktionen mit Hilfe von hochempfindlichen Induktionssensoren. Sogar die kleinsten Teilchen, wie z.B. kleine Drähte, werden von dieser Maschine entdeckt. Die Sensoren wurden entwickelt, um maximal mögliche Rückgewinnungs- und Reinheitsraten zu garantieren. Ihre Empfindlichkeit kann leicht eingestellt werden, um der Aufgabenstellung des Sortierens zu genügen. Falls erforderlich, kann die Sortiermaschine auch so konfiguriert werden, dass nur Edelstahl ausgesondert wird.
Mit Hilfe der Spektralanalyse erkennt die Sortiermaschine Nirex unterschiedliche Materialarten. Zum Beispiel können Recyclingaufgaben hinsichtlich PET, Holz, Hausmüll und anderen Abfallarten gelöst werden. Die Technologie mit Nah-Infrarot-Sensoren wurde auf der Grundlage der hochempfindlichen Spektrometrie entwickelt. Dabei kann die Auflösung der Sensoren den Sortiererfordernissen angepasst werden. Dank der günstigen Anordnung der Sensoren, kombiniert mit einer schnellen Elektronik, kann die Nirex einen hohen Durchsatz erreichen.
In Demonstrationszentren stehen Maschinen für Versuche und Vorführungen zur Verfügung. Hier können Kunden mit ihren eigenen Produkten die Leistungsfähigkeit der Sortiermaschinen von BEST testen. Intensivlehrgänge im Werk des Kunden oder in den Ausbildungszentren von BEST sind ebenfalls möglich. Die Anlagen von BEST in Europa, Amerika und Asien, zusammen mit einem ausgedehnten Netz von Vertretern vor Ort, garantieren einen Kundendienst rund um die Uhr an 365 Tagen im Jahr. Ein kompletter Vorrat an allen unterschiedlichen Ersatzteilen steht immer zur Verfügung, so dass die Ingenieure von BEST so schnell wie möglich eingreifen können.
2011 feiert BEST den 15. Jahrestag seines Bestehens. Aus diesem Anlass trafen sich Erdal Top und Dr. Petra Strunk mit Paul Berghmans, Vorstandsvorsitzender BEST, und Hans Mertens, Vertriebsleiter Recycling (Bild 6).
Berghmans: 60 % der Anteile lagen bei BEST, 40 % der Anteile bei Toratec Recycling Solutions. 2010 entschied BEST, mit voller Geschwindigkeit in die Recyclingbranche einzusteigen. Am Ende hatten die beiden Parteien der Anteilseigener unterschiedliche Vorstellungen von Entwicklungsgeschwindigkeit. BEST übernahm die restlichen 40 % der Anteile, wobei Eric van Looy und Eva-Maria Gerosch, die Eigner der BEST Toratec noch beratend zur Seite stehen. BEST hat sich als Ziel gestellt, pro Jahr um 15 % zu wachsen.
Berghmans: Ja, ich denke, wir hatten einen guten Start, wir erhielten eine Reihe neuer Aufträge. BEST hatte im Bereich Lebensmittel eine gute Reputation. Wir waren als verlässlicher Partner bekannt. Mit dem Schritt in die Recyclingbranche wagten wir uns in Neuland, dort war BEST als Marke noch nicht so bekannt. Aber inzwischen haben wir auch auf dem Gebiet einen beachtlichen Zuwachs – pro Jahr zwischen 50 und 100 %.
Mertens: Die zukünftige Entwicklung sehen wir in der Kombination aller Techniken, die uns hier im eigenen Unternehmen zur Verfügung stehen, mit High-Tech Sensoren. Damit können wir jedem Kunden eine Komplettlösung für seine spezifischen Anforderungen an die Sortierung bieten.
Berghmans: Wir sind immer auf der Suche nach neuen Methoden und den allerneuesten Technologien. Wir haben hier im Hause eine eigene Entwicklungsabteilung, die sich mit der Entwicklung von Sensoren beschäftigt. Dabei kommt es uns vor allem auch auf hohe Geschwindigkeiten bei der Sortierung an. Ein Beispiel aus der Lebensmittelindustrie: Unsere Maschine sortiert 25 t Pommes frites pro Stunde. Das ist nur möglich, weil wir uns auf Hochgeschwindigkeitsdetektion spezialisiert haben und die Sensoren dafür auch zum größten Teil im Hause entwickeln.
Berghmans: Wir sind ein zu 100 % privatfinanziertes Unternehmen, 50 % gehören den vier Firmengründern und 50 % einem außenstehenden, privaten Investor aus Belgien.
Mertens: Da wären der EcoTower zu nennen und die ultrasensitiven Induktionssensoren. Eine hohe Präzision unserer Sortiermaschinen ist ein weiteres Highlight und nicht zuletzt, dass wir die gesamte Technologie in unserer Firma haben.
Mertens: Europa und Japan, deshalb haben wir in Japan auch ein eigenes Büro und eine eigene Produktionsstätte. In den nächsten Jahren wird aber auch USA für uns immer wichtiger werden.
Berghmans: Die Entwicklung wird ähnlich sein wie in der Lebensmittelindustrie, dort ging die Entwicklung dahin, dass man ein nahezu 100 % reines Lebensmittel haben wollte. Auch in der Recyclingindustrie streben wir ein 100 % reines Endprodukt, d.h. einen fast reinen Wertstoff zur Wiederverwertung an. Momentan verbraucht die Menschheit 1,5 mal so viel, wie pro Jahr an Rohstoffen gefördert wird. Damit werden die Rohstoffe auch immer teurer. Deshalb ist es extrem wichtig: That we don’t waste any waste!
www.bestsorting.com





