Neu in der Gesteinsaufbereitung



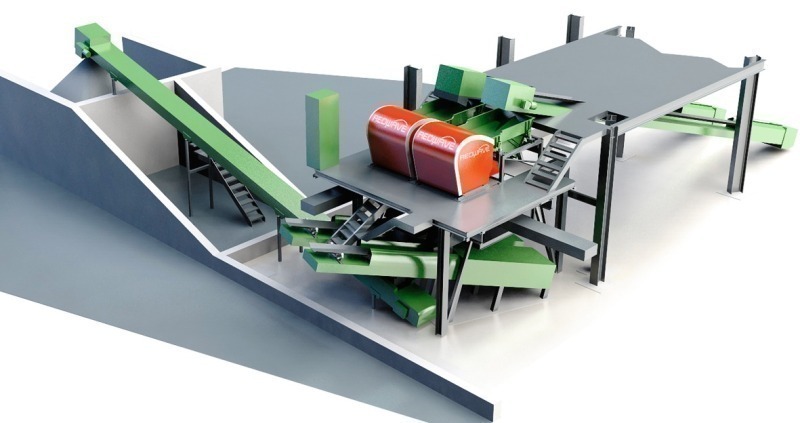
Für den Bereich Industriemineralien, Erze und Edelsteine ergeben sich zukünftig völlig neue Möglichkeiten. Die Firma BT-Wolfgang Binder entwickelte den REDWAVE-Mineralien-Sortierer (Bild 1) mit einer effektiven Arbeitsbreite von 2000 mm. Diese Arbeitsbreite wird erstmalig in der Gesteinsaufbereitung eingesetzt. Der Durchsatz erhöht sich aufgrund der großen Breite wesentlich, was sich wiederum positiv auf die Aufbereitungskosten auswirkt. Der neue Gesteinssortierer, der in Kürze von einem europäischen Unternehmen in Betrieb genommen wird, arbeitet mit hochauflösender Kameratechnik und der dazugehörigen innovativen LED-Auflicht- und Hintergrundbeleuchtung. Positiv auf die Sortierqualität wirkt sich darüber hinaus aus, dass das Aufgabematerial doppelseitig betrachtet wird.
Mit Hilfe des sensorgestützten Sortierens kann Material erkannt und abgeschieden werden, dessen Separierung mit traditionellen Methoden nicht möglich ist. Der REDWAVE-Mineralien-Sortierer erkennt und sortiert das Aufgabegut sowohl nach Farben als auch nach Materialeigenschaften in nur einem Sortierprozess. Er ist wartungsfreundlich und unempfindlich gegen Verschmutzungen und andere störende Einflüsse. Kalkgestein (Bild 2) mit zwei verschiedenen Fraktionen von +25 mm/–60 mm und +60 mm/–150 mm werden mit hohen Durchsätzen und Reinheiten sortiert. Dabei werden Fremd- und Störstoffe, welche farblich zu unterscheiden sind, vom Produkt Kalkstein getrennt. Die neue Maschinentechnik wird im Bereich der primären Verarbeitungsstufe eingesetzt – eine Sortiertechnik in hochauflösender Farbkameratechnik mit doppelseitiger Betrachtung.
Diese REDWAVE-Maschinentechnik mit einer Arbeitsbreite von effektiven 2000 mm ist konzipiert für Korngrößen bis zu 150 mm Durchmesser und Durchsätzen bis zu 150 t/h (Bild 3). Das Sortiersystem wird in den Bereichen der Industrie-Mineralien in verschiedenen Sortierbreiten eingesetzt (Kalkstein, Quarz, Magnesit, Talk, etc.).
Aufgrund der großen Arbeitsbreite kann der Durchsatz gegenüber herkömmlichen Anlagen beinahe verdoppelt werden. Das senkt die Aufbereitungskosten wesentlich. Diese neue Generation von Sortiermaschinen werden verstärkt in der Gesteinsaufbereitung eingesetzt, um die Betriebskosten zu senken und neue Produktqualitäten anbieten zu können (Bild 4).
Dieses Sortiersystem basiert auf der Röntgen-Fluoreszenz-Technologie, welche ideal für Echtzeitanalysen an bewegten Mineralien und Erzen geeignet ist. Sie ist schnell, berührungslos und in den meisten Fällen auch an feuchten, schmutzigen oder beschichteten Materialien zuverlässig einsetzbar. Die Erkennnung der chemischen Zusammensetzung des Aufgabegutes wurde bereits in diversen Bereichen wie z.B. Manganerz, Colomanit, Willemit, Blei und Eisenerz erfolgreich getestet.
Bereits heute werden Maschinen entwickelt und eingesetzt, die mit verschiedenen Sensoren gekoppelt sind, um damit dem Kunden die Möglichkeit zu geben, die Qualitäten eindeutiger zu definieren und die Wertschöpfung zu steigern. Mit traditionellen Aufbereitungstechniken erreicht die Industrie lediglich bedingt die gewünschten Reinheiten. Eine zukünftige Neuheit wird der REDWAVE Sortierer für Feinmaterialien ab +3 mm Durchmesser, der besonders für die Industrie im Kalkstein und Talk entwickelt und bereits erfolgreich getestet wurde.
REDWAVE Sortiertechnik aus Gleisdorf bietet natürlich weiterhin den kompletten Aufgabenbereich der Prozesstechnik, Engineering und Fertigung aus einer Hand an; Sortieranlagen sowohl in Containersystemen, als auch integriert in den vorhandenen Prozessablauf. Darüber hinaus haben Kunden die Möglichkeit, ihre Mineralien im Versuchslabor im Hause REDWAVE zu testen: office@redwave.at.
REDWAVE, eine Marke der BT-Wolfgang Binder GmbH, Gleisdorf (A), Tel.: +43 3112 8377-0, www.redwave.at





