Managing conveyor belt carryback


It can be shown practically and theoretically that a conveyor belt cannot be cleaned 100 %, because the surface of the belt and the blades are not without imperfections. However, this doesn’t mean operators shouldn’t take a proactive approach to keeping the belt clean. Most industries have gravitated to basic mechanical scraping with a metal or elastomeric blade for flat rubber or PVC belting as the best combination of effectiveness, ease of maintenance and low belt wear to yield the lowest cost of ownership.
Belt cleaners
Belt cleaning effectiveness varies day to day with changing conditions and the number and type of cleaners applied, as well as the maintenance they receive. Keeping the material in the process is always better than letting it accumulate on components and build up under the conveyor. Without effective belt cleaning, experience has shown that as much as 3 % of the total cargo can be lost due to spillage, dust and carryback.
The exposure to hazards and injuries is also reduced when less cleanup is required, saving significant – but seldom considered – indirect costs. The key to consistent cleaning effectiveness is to control the process through proper selection, installation, inspection and maintenance of the belt cleaning system and establish a safe cleanup routine and schedule.
The use of multiple mechanical scrapers on a belt has been accepted for quite some time as an effective cleaning approach. In most operations, multiple cleaners are required to reduce the carryback to a safe, acceptable level while limiting manual cleanup to weekly or even monthly tasks.
Effectiveness vs. efficiency
The undulating action of the loaded belt passing over idlers tends to cause fines and moisture to migrate and compact on the surface of the belt. The amount of carryback that clings to the belt can range from a few grams to a few kilograms per square meter. The level of belt cleaning required is a function of the operational schedule and method of collecting/disposing of the carryback that is cleaned from the belt or dislodged by return idlers and collects outside of the conveyor discharge chute.
When discussing the efficiency of a belt cleaner, it’s meaningless to talk about efficiency without stating the initial level of carryback. When considering the beginning and ending levels of carryback as a measure of improvement, effectiveness is a better term. Some guidelines do exist. The U.S. Bureau of Mines states that an average of 100 g/m2 of carryback is a reasonable level of performance for belt cleaning. At this level, a 1200 mm wide belt traveling 2 m/s and operating 24/7 would create a cleanup workload of about 7 tons per day, a significant labor investment that also increases worker exposure to a moving conveyor and the associated risks.
Carryback level determines the cleanup schedule, but in reality, a typical belt cleaner loses effectiveness over time due to wear, lack of inspection and maintenance. On systems with average or poor maintenance, effectiveness values are generally in the range of 40 to 60 %, thus the need for multiple cleaners.
Cleaning location
Unfortunately, designers often focus on the lowest installed cost of the structure around the head and snub pulleys, without allowing enough space for optimum cleaner installation. The figure below shows the clear areas needed on a discharge chute for installation of belt cleaners in the optimum positions. The installations should be at an ergonomic height above the work platform to encourage proper inspection and service. Consideration in the design stage for locating cleaners in the optimum locations will lead to more effective inspections, maintenance and belt cleaner performance.
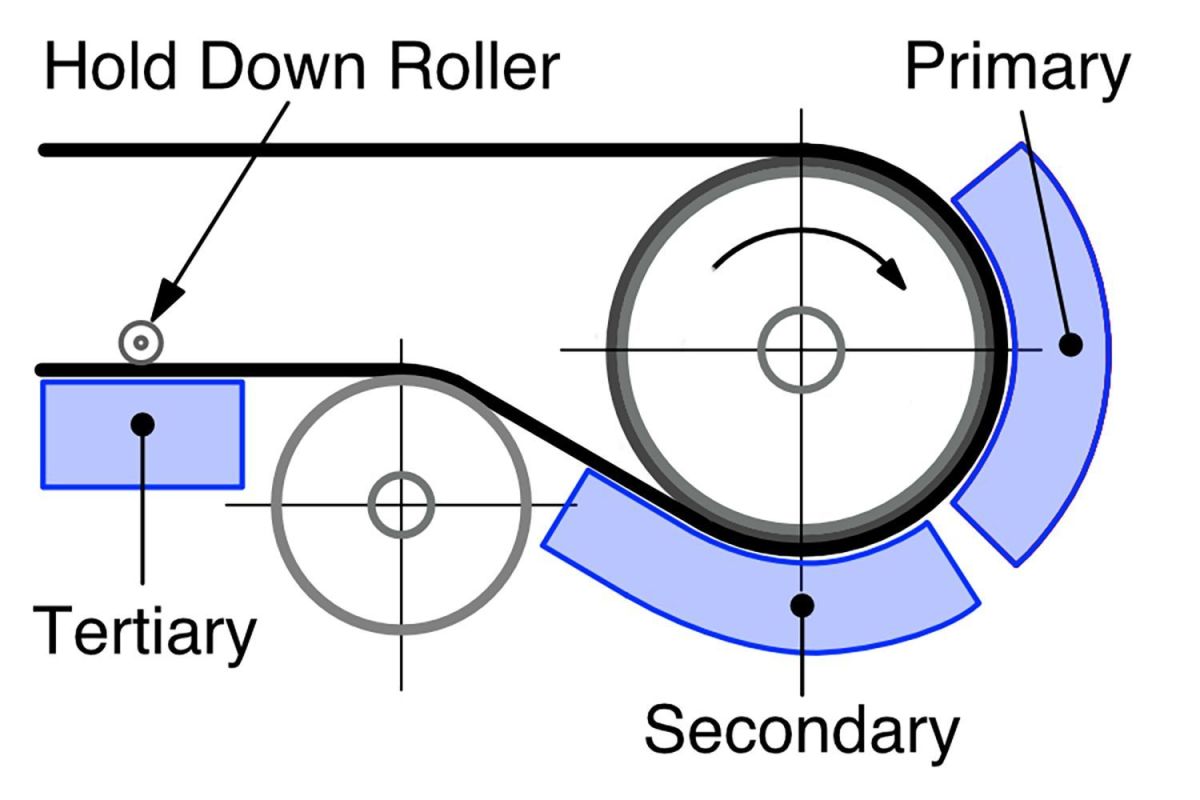
Belt cleaners can be placed anywhere along the return run of the belt, as long as the belt is supported in some fashion. Since it’s desirable for the carryback cleaned from the belt to be returned to the main material flow, most belt cleaners are installed inside the discharge chute. Cleaning on the head pulley – labeled the ‘primary cleaning position’ – is preferred. Cleaning the dirty side of the belt before it reaches a snub, bend pulley or return idlers is considered less desirable, requiring a dribble chute for cleaners in the secondary position.
The secondary position is complicated by another fact: the nature of carryback is such that it can adhere to vertical surfaces and not flow down a sloped dribble chute. A tertiary position is sometimes required for difficult materials or critical applications such as conveying over wetlands. In such cases, the tertiary cleaners are often enclosed in a spray box and the effluent directed to a settling basin.
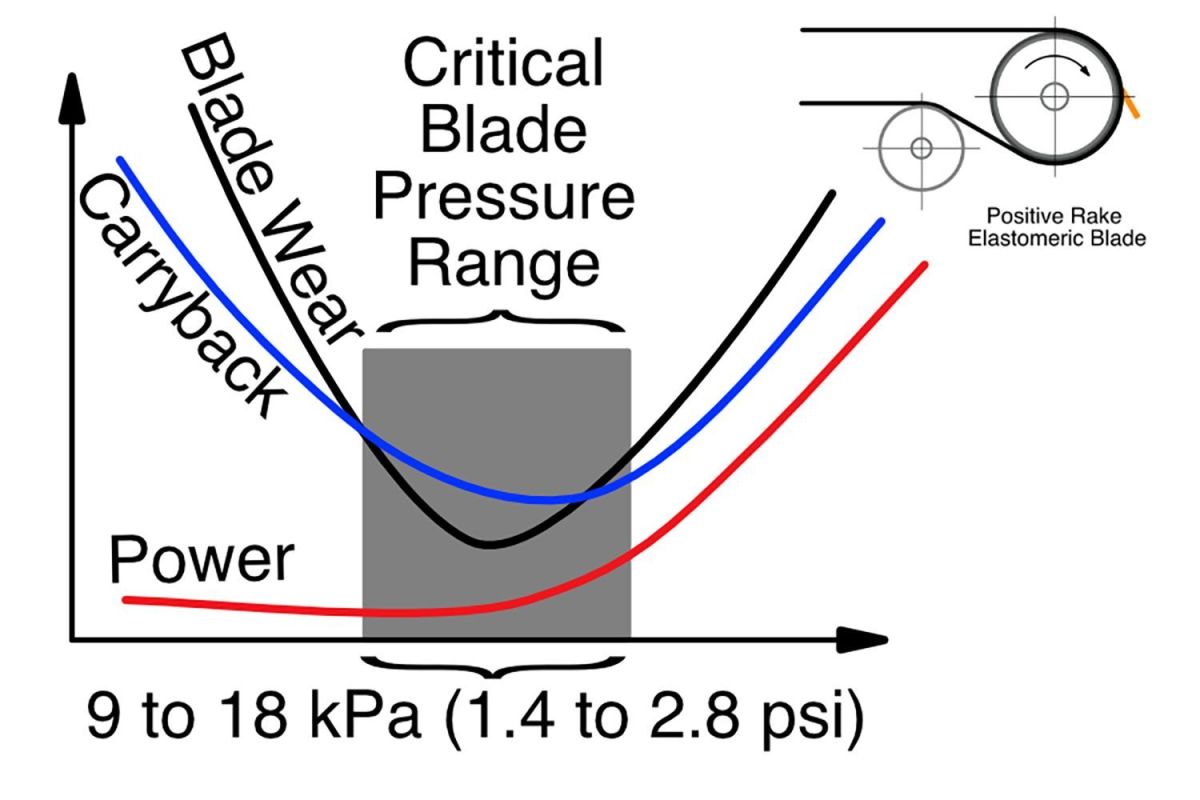
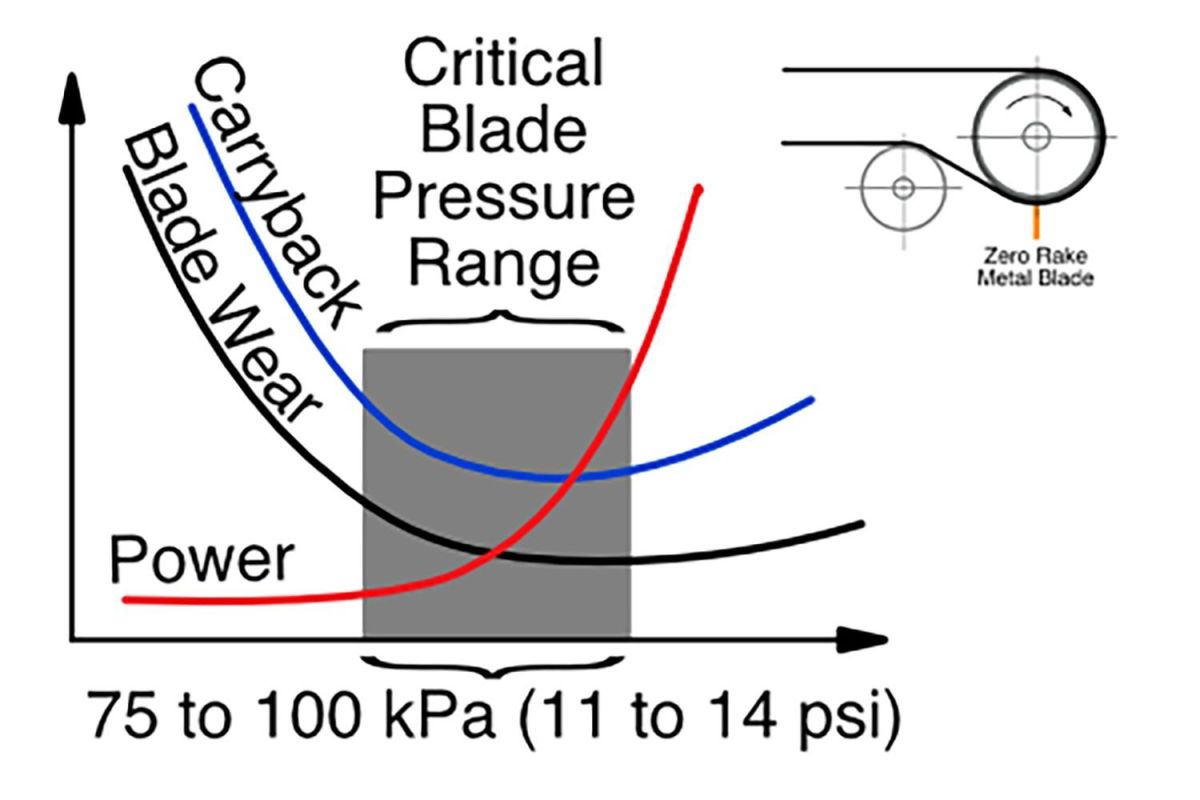
Belt cleaning pressure & blade wear
Without enough cleaning pressure, the blade cannot stay in contact with the belt, resulting in poor carryback removal effectiveness and increased blade and belt wear. With too much cleaning pressure, the cleaning performance declines due to deflection of the elastomeric blade or metal blade indentation into the rubber belt. Power consumption also increases dramatically with excessive cleaning pressure.
Keeping a belt cleaner properly tensioned is critical for maximum effectiveness and lowest cost of ownership. The cleaning pressure usually varies over time, based on the maintenance department’s attention or lack thereof. Some manufacturers have begun to offer automatic tensioners and wear indicators which maintain the optimum cleaning pressure and alert operators when blades are worn.
Final thoughts
Many belt cleaner systems are installed and forgotten. A survey of technicians indicated that about 25 % of all belts have cleaners installed, and of that percentage only about 25 % are properly maintained. Lack of inspection and maintenance results in a gradually lower level of effectiveness, higher operating cost and an increased exposure to the hazards associated with cleaning up carryback.
Effective belt cleaning starts in the design stage, with adequate space for cleaners and well-positioned work platforms for ergonomic inspection and maintenance access. Service-friendly designs improve production, minimizing carryback and prolonging the life of equipment. If the cleaners are located in the optimum positions and easy to access, it is more likely that regular inspection, cleaning and maintenance will be performed, delivering optimum results.





