Get everything sorted



Separating foreign objects, discolorations or imperfections from food and tobacco (Fig. 1 and Fig. 2) has been BEST’s corporate objective since its inception, whereas BEST stands for Belgian Electronic Sorting Technology. Their optical sorting technologies are now combined with magnets, induction, NIR and eddy current for innovative solutions that guarantee complete solution for the recycling market. Now their optical sorting technologies and innovative solutions guarantee also quality, efficiency, reliability and value for the recycling industry.
In 1996, Paul Berghmans, Eddy De Reys and Marc Ruymen affiliate to advance the sorting technique. The three entrepreneurs had years of experience in optical sorting technology for the food industry. Bert Van der Auwera joined them, as the businessman of the team to lead the sales of the equipment. The goal of the founders was to create a technology as easy to operate as a radio – a small yet robust high-tech sorting machine that was easy to install and operate.
The four engineers were so convinced of the need for a new generation of modern and efficient sorting machinery that they founded a new company with limited financial resources, mainly from private resources and with support from families. The engineers started from scratch in Eddy De Reys’ garage, with the goal to sell three to five machines in 1997. Paul Berghmans and Marc Ruymen focused on the development of the machines. Eddy De Reys was the service engineer and controlled the financial aspect. After a few months, they needed someone with business experience and Bert Van der Auwera joined the team to promote sales. Their first invention was the beginning of a new generation of sorting equipment: the high-tech laser sorter LS 9000TM. Six months after the start-up, it was delivered to a raisin exporter in Turkey.This machine was able to sort sticky raisins with defects of the same color, and was a revolution in the raisin industry.
Two years after the foundation of BEST, an extensive network of local agents was established to better serve the customers. In 2000, the US branch in Colorado was founded and BEST‘s machinery was then present in 28 countries. Thanks to the improved efficiency and performance, combined with the high reliability and user-friendliness of the new machines, BEST managed to achieve a prominent position in the industry.Today BEST has approximately 65 million € turnover and close to 300 employees worldwide (Fig. 3).
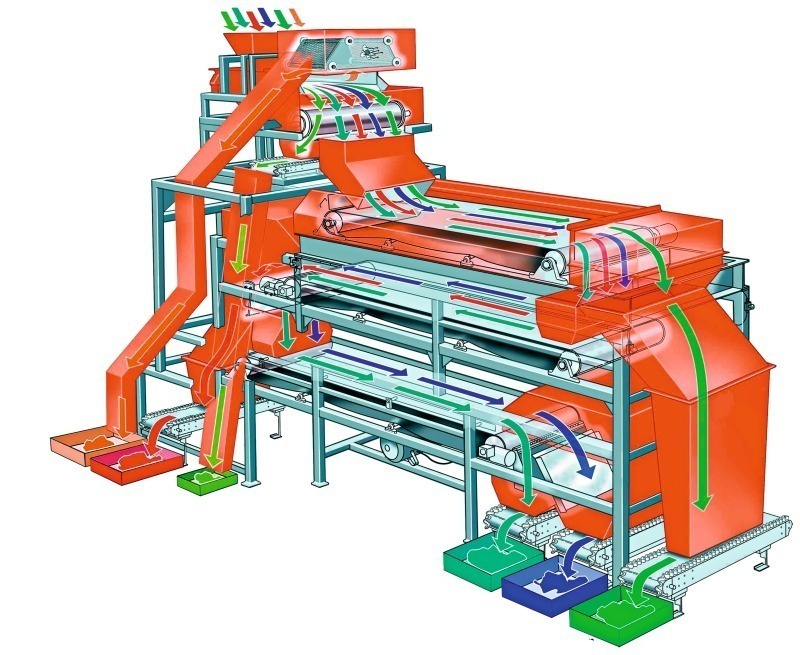
To solve the sorting challenge of any customer, BEST has a wide range of sorters, for the food and non-food industry. The company develops custom built sorters with the ultimate goal to solve any sorting challenge the customer may encounter. Depending on the type of product, the BEST machines can detect and reject unwanted material. In the food business, this concerns discolorations, spots, differences in shape or structure, all types of insects, rodents and foreign material (plastic, metal, glass, wood, ...). For the tobacco industry, mainly non-tobacco-related material is detected and rejected. For recycling products, BEST separates different materials, to make sure companies attain a pure end product and recover valuable material to boost their income. The type of machine to be used – HeliusTM, GeniusTM, IxusTM, PrimusTM, Opus, Felix TB5TM, Primex, Duplex, EcoTowerSort (Fig. 4), Nirex or Easymex sorter – is determined by the product type, the local circumstances, the condition of the product, and the specific sorting challenge of the customer. The machines differ in the sorting technologies used: NIR, magnets, induction, eddy current, LED, camera, laser, or X‑ray, or a combination of these.
The basic principle of optical sorting techniques is to illuminate the product with electromagnetic waves, e.g. light or X-rays. When these waves hit a target some characteristics of the light are changed, sometimes drastically, while others will remain unchanged, depending on the product type. These differences are detected, and the image created is the basis for the sorting process.
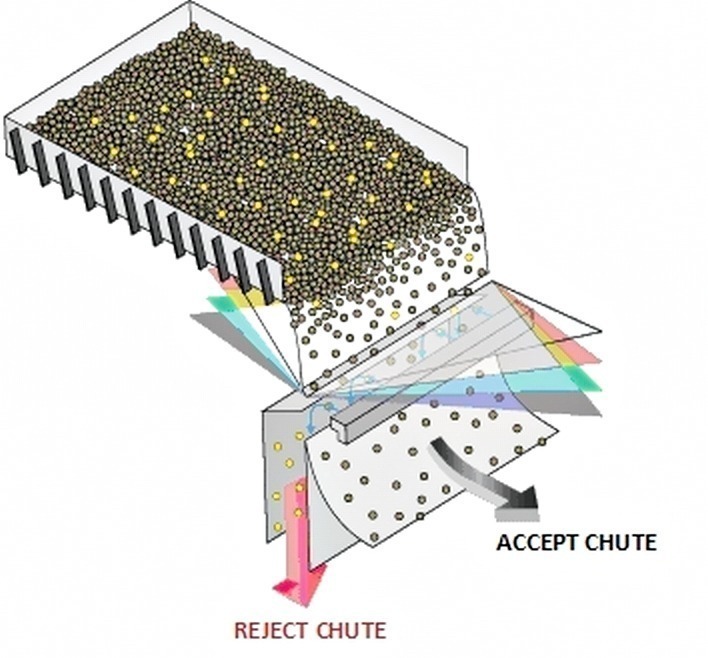
Fig. 5 shows the working principle of laser sorting. The feed shaker spreads the product uniformly over the free-fall chute. The product falls down towards the inspection zone, where multiple lasers scan the entire width of the falling product stream.
For the recycling business the EcoTower series from BEST involve a wide range of proven sensor-based sorting systems with different kinds of rejection methods.
The material is fed into the system via a vibrating feeder and is sorted online from top to bottom into the desired sorting fractions, depending on the sorting technologies applied in each sorting deck. Applicable sorting technologies are magnet, eddy current, induction sensors, optical sensors or a combination of those. The material ejection can happen by means of an air or mechanical paddle system. The combination of various sorting technologies saves you space, investments, energy and offers maximum sorting result.
The HeliusTM free-fall laser sorter can separate materials based on color and/or structural differences. With up to 12 individual laser signals, the HeliusTM detects all color, structure, size and shape differences from a stream of products. Within milliseconds, powerful air guns accurately remove any predefined material and allow the other product to continue its natural free fall.
With a combination of various sorting technologies, the GeniusTM optical sorter is BEST’s answer to meet the continuously growing requirements of the recycling industry. The sorter can separate materials based on color, shape and structure by means of cameras, laser or a combination of both technologies. The GeniusTM achieves unequalled sorting performance and detects the slightest shades of differences in color, structure and shape.
The IxusTM Bulk sorter is the X-ray sorting solution for the recycling industry. For example metals, glass, heat-resistant plastics and small rocks absorb more X-rays than other materials and are easily detected. The sorter is easy to integrate, and can be used as complementary sorting equipment or as a stand-alone machine.
Different metal fractions like aluminum, stainless steel or remaining non-ferrous material can be separated by the Duplex. This sorter combines eddy current technology with induction sensors, and allows you to separate multiple fractions in one pass. Even the smallest metal parts are detected and removed, resulting in a very pure non-metal fraction.
The Primex separates all non-ferrous metals from bulk fractions by means of highly sensitive induction sensors. Even the smallest parts, like for example small wires, are detected by the sorter. The sensors are developed to guarantee the maximum recovery and purity rates possible, and their sensitivity can be easily adjusted to serve your sorting tasks. In case this is needed, the sorter can also be configurated to only separate stainless steel.
By means of spectral analysis the Nirex accurately recognizes different types of material. For example PET, wood, household and other types of waste recycling tasks can be solved. The NIR sensor technology is developed based on highly sensible spectrometry and the sensors’ resolution can be adapted according to the sorting requirements. Thanks to the beneficial arrangement of the sensors, combined with fast electronics, the Nirex is able to achieve a high throughput.
In the demonstration centres, machines are available for trials and demonstrations. Here, costumer can test the efficiency of BEST sorters with their own product. Also in-depth training in the customer’s factory or at BEST’s training centres, are possible. BEST’s European, American and Asiatic facilities, combined with an extensive network of local agents, ensure world-wide customer service 24 hours per day, 365 days a year. A complete stock of all the different spare parts is always available, so that BEST service engineers can intervene as quickly as possible.
In 2011, BEST celebrates its 15th anniversary. On this occasion Erdal Top and Dr. Petra Strunk met Paul Berghmans, CEO of BEST and Hans Mertens, Sales Manager Recycling (Fig. 6).
Berghmans: BEST held 60 % of the shares, Toratec Recycling Solutions held 40 %. In 2010 BEST decided to go full speed ahead into the recycling business. After all, both shareholders had different ideas as regards the speed of development. BEST took over the remaining 40 % of shares. However, Eric van Looy and Eva-Maria Gerosch, the owners of BEST Toratec, still provide advice. The goal of BEST is a growth of 15 % per year.
Berghmans: Yes, I think we had a good start and received some new orders. BEST had a good reputation in the field of food. We were known as a reliable partner. With the step into the recycling industry, we ventured to enter unknown territory. BEST as a brand was not well known there yet. However, in the meantime we also have grown considerably in this field – between 50 and 100 % per year.
Mertens: We see the future development as the combination of all technologies available in our own company including high-tech sensors. Thus, we are able to offer a complete solution to each customer for his specific sorting requirements.
Berghmans: We are always looking for the latest methods and technologies. We have an in-house development department dealing with the development of sensors. We pay special attention to a high sorting speed. An example from the food industry – our machine sorts 25 t of chips per hour. This is only possible due to our specialisation in high-speed detection and because we develop the major part of sensors for this in our own company.
Berghmans: We are a 100 % privately financed company, 50 % are owned by the four founders of the company and 50 % are owned by an outside private investor from Belgium.
Mertens: In this connection we should mention the EcoTower and the ultra-sensitive induction sensors. Another highlight is the high precision of our sorters and, last but not least, that we have the entire technology at our company.
Mertens: Europe and Japan. Therefore, we have our own office and production facility in Japan. However, the USA will also become more and more important for us in the years to come.
Berghmans: The development will be similar to that in the food industry. There the development was that they wanted an almost 100 % pure food. Our goal in the recycling industry is also a 100 % pure finished product, i.e. an almost pure material for recovery. At present mankind consumes 1.5 times as much raw materials as are extracted per year. This is also a reason that raw materials are getting more and more expensive. Therefore, it is extremely important that we don’t waste any waste!





