Wiederaufbereitung von Kohleabraum und Rückgewinnung
von Feinanteilen


 © ClipDealer
© ClipDealer
 © Dilip Kumar
© Dilip Kumar
 © Dilip Kumar
© Dilip Kumar
 © Dilip Kumar
© Dilip Kumar
 © Dilip Kumar
© Dilip Kumar
 © Dilip Kumar
© Dilip Kumar
 © Dilip Kumar
© Dilip Kumar
 © Dilip Kumar
© Dilip Kumar
 © Dilip Kumar
© Dilip Kumar
Zusammenfassung: In Ländern wie Indien gibt es eine große Anzahl von Absetzbecken für Kohleabfälle. Diese bergen nicht nur Umwelt-, Sozial- und unternehmerische Risiken (ESG), sondern bieten auch die Möglichkeit zum Recycling und dadurch monetäre Gewinne zu erzielen. Auf die Halden von Bergematerial (TSF) kann zugegriffen werden, um Kohleschlamm zur weiteren Aufbereitung und Entwässerung zu gewinnen. Die Bewirtschaftung der Bergehalden und die Rückgewinnung des Feinmaterials müssen effizient und effektiv erfolgen. Der in den Aufbereitungsanlagen anfallende Kohleschlamm wird in der Regel in Absetzbecken zur Rückgewinnung der Feinanteile geleitet. Die Häufigkeit des Ausbaggerns von Absetzbecken muss verringert werden, und auch die Trocknungszeit der Halden muss verkürzt werden. Der Einsatz effektiver Flotations- und Schwerkraftabscheideverfahren ist für die Rückgewinnung ideal. Der Prozess der Rückgewinnung und ordnungsgemäßen Wiederaufbereitung des Feinmaterials sollte durchgeführt werden, um aus dem Feinmaterial ein verkaufsfähiges Produkt herzustellen. Dies wird auch dazu beitragen, dass wiederverwendbares Prozesswasser in die Waschanlage zurückgeführt wird.
1 Die gute alte Kohle
Kohle als Energieträger wurde bereits zu Beginn des 17. Jahrhunderts in England zum Heizen von Häusern eingesetzt. Später, im 18. Jahrhundert, wurde die erste industrielle Revolution durch die von James Watt erfundene Dampfmaschine angetrieben, wobei Kohle die treibende Kraft war. Dadurch entstand eine große Nachfrage nach Kohle. Dampflokomotiven wurden populär und setzten sich weltweit durch. Die gute alte Kohle hat jedoch im Laufe der Zeit einige Wendungen durchgemacht. Die Marktpräsenz von Kohle, dem wichtigsten Energieträger für die Elektrizitätsinfrastruktur, nimmt stetig zu. Aber Kohle ist nicht gleich Kohle, denn es gibt einen erheblichen Unterschied zwischen metallurgischer und thermischer Kohle. Unter dem Gesichtspunkt der Umweltverschmutzung werden beide jedoch als gleichwertig betrachtet.
Erschwingliche Energie wird auf allen Ebenen der Gesellschaft benötigt, einschließlich des industriellen und häuslichen Verbrauchs. Die Nachfrage nach Energie steigt in den Entwicklungsländern. In der westlichen Welt gibt es Bedenken hinsichtlich der Nutzung von Kohle im Zusammenhang mit Treibhausgasemissionen und globalen Warnungen. Die entwickelten Volkswirtschaften verlagern ihre Aufmerksamkeit weg vom Kohlebergbau. Da Kohle für die Stromerzeugung kostengünstig ist, betrachtet Indien aber Kohle immer noch als eine wichtige Energiequelle. Die indische Regierung wirbt Bergbauunternehmen aus dem Ausland an, um Kohle abzubauen und die Einfuhr fossiler Brennstoffe zu verringern [1].
Im Zeitalter der Digitalisierung bleibt auch die Bergbauindustrie nicht auf der Strecke. Auch hier finden große Fortschritte bei der Integration der revolutionären Veränderungen in der Industrie statt. Aber trotz des Aufschwungs der erneuerbaren Energien wird die Kohle auch in Zukunft noch eine ganze Weile zur Weltwirtschaft beitragen.
2 Nachhaltiges Abraummanagement
Die Bergbauindustrie produziert weltweit riesige Mengen an Abfällen. Das gilt auch für die indische Kohleindustrie, die bei der Produktion weltweit an dritter Stelle steht. Kohleabbau und -verarbeitung haben eine Menge an Bergehalden und Rückständen in Schlammteichen hinterlassen. Dies rechtfertigt die Entwicklung von Verfahren zur Rückgewinnung von Werten aus dem Abraum vergangener Jahre. In diesem Beitrag werden die Vor- und Nachteile der Anreicherung von Abraum behandelt. Der Flotationsprozess wird mit Hilfe eines kinetischen Ansatzes untersucht. Und es wird ein Modellablaufplan entwickelt, der eine effiziente Rückgewinnung von Wertstoffen ermöglicht.
Die Notwendigkeit eines umfassenden Konzepts für die Handhabung und Verarbeitung von Bergematerial, das zu Vorteilen für die Umwelt, die Sicherheit und die Wirtschaft führt, ist unabdingbar geworden. Das Volumen der Abraumhalden kann durch Recycling von Kohleabraum verringert werden. Die Abgänge aus der Wäsche werden durch Schwerkraftsedimentation eingedickt, und diese eingedickten Abgänge werden auf nasse Halden von Bergematerial gepumpt. Dies verringert zwar die Umwelt- und Sicherheitshaftung, andererseits muss aber auch die wirtschaftliche Tragfähigkeit berücksichtigt werden. Die relative Kosteneffizienz der Abraumbewirtschaftung und -entsorgung muss bewertet werden, um die Rentabilität eines jeden Projekts zu bestimmen. Die neueste Technologie zur Kohleaufbereitung kann dazu beitragen, günstigere Ergebnisse zu erzielen.
3 Veredelungstechniken
Der Reinigung und Rückgewinnung von Kohle kommt derzeit eine erhöhte Bedeutung zu. Die besondere Qualität der indischen Kohle erfordert wirksame Reinigungsverfahren. Am gebräuchlichsten sind die Flotations- und die Schwerkraftabscheidung. Die Aufbereitung kann dem Umweltdruck bei der Entsorgung von Rohkohleabfällen entgegenwirken und die Menge der zu entsorgenden festen Abfälle weiter reduzieren.
3.1 Flotationsverfahren
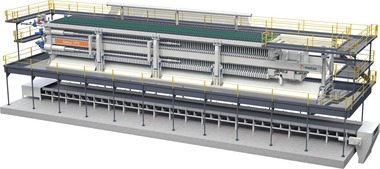
Flotationsverfahren unterscheiden sich deutlich von den Schwerkraft-Trennverfahren, die für gröbere Fraktionen eingesetzt werden. Die Technologie der Flotationsverfahren lässt sich grob in zwei Arten von Geräten unterteilen: mechanische und pneumatische Anlagen. Mechanisch bewegte Flotationsanlagen bestehen aus aneinandergereihten Zellen, die in Tanks angeordnet sind. Die Tanks sind relativ flach und rechteckig, während die Säulenzellen in der Regel hohe Behälter sind. Von einem Kompressor wird Luft in den Boden der Säulenzelle eingeblasen, um die Partikel in Bewegung zu halten. Da keine intensive Bewegung stattfindet, ist die Selektivität höher. Moderne Flotationsmaschinen sind hochintensive Geräte, die für die Erzeugung sehr kleiner Luftblasen und höherer Flotationsraten ausgelegt sind. Für den traditionellen mechanischen Kreislauf werden in der Regel vier bis acht Zellen verwendet. Eine Nachreinigung des Konzentrats oder eine Spülung der Abgänge ist nicht unbedingt erforderlich. Die Ergebnisse von Flotationsversuchen sind in Bild 1 dargestellt. Die Säulenflotation sollte eingesetzt werden, wenn Ton vorhanden ist, da dieser im Schaum mitgeführt wird [2].
((Bitte hier Bild 1 einfügen))
3.1.1 Flotationskinetik
Die Geschwindigkeitskonstante (k), die Verweilzeit (τ) und die Zelldurchmischung – Péclet-Zahl (Pe) – bestimmen die Leistung des Flotationsverfahrens. Wenn die Pe-Zahl gegen ∞ tendiert, entsteht ein Pfropfenstromsystem, das im Gegensatz zu einem gut durchmischten System zu einer maximalen Konzentratausbeute führt. Daher spielt die Durchmischung der Zellen eine wichtige Rolle in den Bereichen, die die Flotation beeinflussen.
Die Zeit, die ein Kohlepartikel benötigt, um für eine optimale Ausbeute in der Masse zu verbleiben, wird als Verweilzeit bezeichnet. In einem Kohleflotationskreislauf beträgt die Verweilzeit 3,5 bis 4 Minuten. Dementsprechend sollte die Anzahl und Größe der Flotationszellen so angepasst werden, dass die erforderliche Zeit für die Flotation zur Verfügung steht.
Die mittlere Verweilzeit kann mit Hilfe von Retentionszeitverteilungsversuchen (RTD) oder mit der folgenden Formel ermittelt werden:
((Hier bitte Gleichung 1 einsetzen))
Dabei ist V das aktive Volumen der Zelle und Q die Durchflussrate zur Zelle. Bei der RTD-Prüfung wird eine Tracer-(Nachweis)lösung (z.B. Salz) in den Zulauf einer Flotationszelle eingebracht und es werden zeitlich festgelegte Proben in Abhängigkeit von der Konzentration jeder Probe am Ende der Zelle genommen.
Die Geschwindigkeitskonstante (k) gibt an, wie schnell die Kohle flotiert und ist von verschiedenen dynamischen Faktoren abhängig.
3.1.1.1 Flotationskinetik in perfekt gemischten Zellen – Einfluss der Sammelzone
Obwohl es sich bei der Flotation um einen komplexen Prozess handelt, kann sie häufig mit einfachen kinetischen Ausdrücken modelliert werden.
Für ein System, das eine perfekte Durchmischung aufweist, lautet die Gleichung
((Hier bitte Gleichung 2 einsetzen))
wobei R die fraktionierte Rückgewinnung, k die Geschwindigkeitskonstante [1/min] und τ die mittlere Verweilzeit [min] ist.
((Hier bitte Gleichung 3 einsetzen))
Eine einfache Berechnung zeigt, dass die Gesamt-Rückgewinnung (RN) für n Tanks in Serie wie folgt ist:
RN = Ri + Ri (1 – Ri) + Ri (1 – Ri)2 + Ri (1 – Ri)3 + ⋯ + Ri (1 – Ri)N = 1 – (1 – Ri)N
((Hier bitte Gleichung 4 einsetzen))
3.1.1.2 Flotationskinetik in einem Pfropfenströmungssystem – Wirkung der Schaumzone
Die Flotationsrate ist gleich der Änderungsrate der Konzentration des flotierbaren Materials in der Zelle
((Hier bitte Gleichung 5 einsetzen))
Dies ist die grundlegende Ratengleichung, in der der Wert von n die Ordnung der Gleichung bezeichnet und k die Flotationsratenkonstante ist.
Die Geschwindigkeitsgleichung erster Ordnung mit n = 1, ergibt:
C = C0e–kt
Dabei ist C0 die Konzentration des Wertstoffs in der Zelle zum Zeitpunkt Null und C ist die Konzentration des in der Zelle verbleibenden Wertstoffs zum Zeitpunkt t.
Die Logarithmierung der obigen Gleichung:
((Hier bitte Gleichung 6 einsetzen))
Trägt man die experimentellen Werte von ln (C0/C) gegen t auf, so ergibt sich eine gerade Linie mit der Steigung k, wenn n = 1 ist. Je höher der Wert der Geschwindigkeitskonstante ist, desto höher ist die Sammelkraft des verwendeten Reagenzes, was einen Vergleich zwischen verschiedenen Reagenzien bei der Flotation eines bestimmten Minerals ermöglicht.
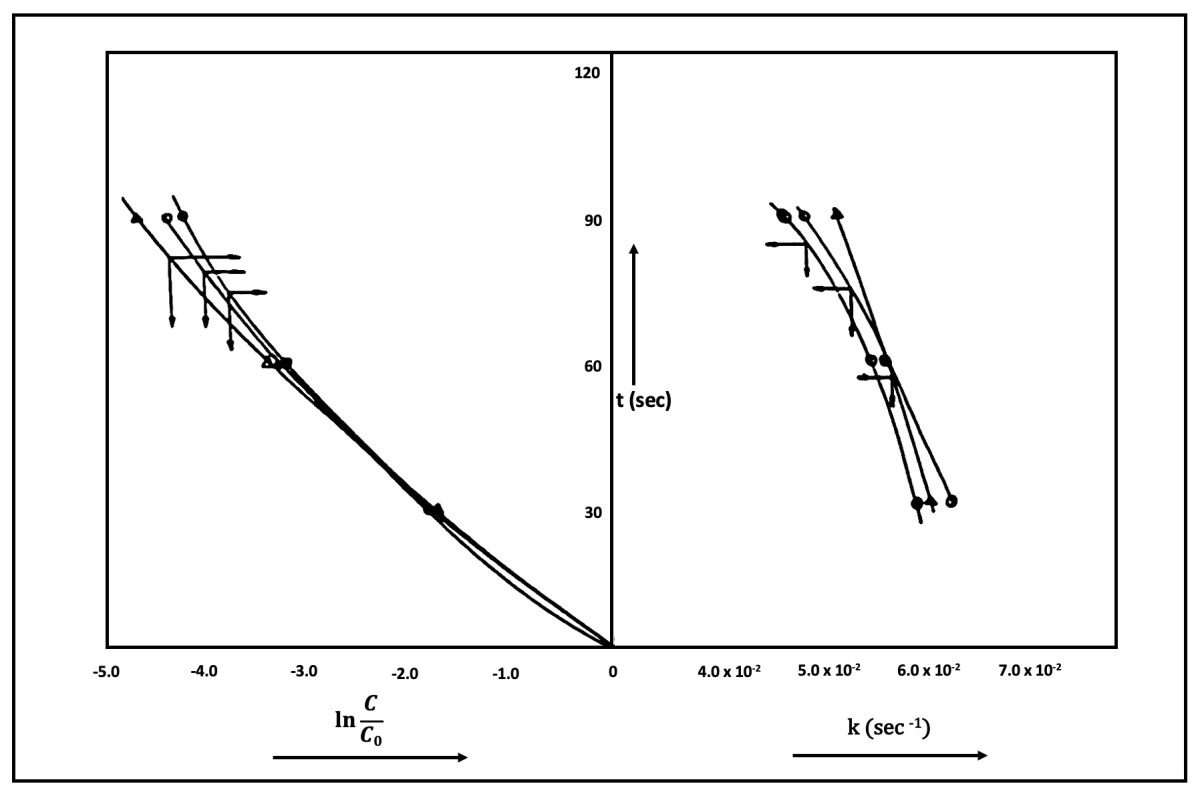
Mit Hilfe der obigen Gleichung kann der Flotationsprozess unter kinetischen Gesichtspunkten untersucht werden. Die Werte von k und C/C0 sind in Bild 2 gegen die Zeit t aufgetragen. Die Kurven sind mehr oder weniger linear, entsprechen also einer Gleichung erster Ordnung. Die Geschwindigkeitskonstante ist auch ein wichtiger Anhaltspunkt für die Untersuchung der verschiedenen Parameter des Flotationsprozesses.
((Bitte hier Bild 2 einfügen))
Zu den im Handel erhältlichen pneumatischen Zellen gehören u. a. HydroFloat, StackCell und Pneuflot.
3.2 Abtrennung durch Schwerkraft
Das oberflächenbasierte Flotationsverfahren ist möglicherweise nicht für alle Arten von Feinkohle geeignet. Die verbesserten Schwerkraftabscheider (EGS) können bei den meisten Kohlen eine effiziente Aufbereitung ultrafeiner Partikel bis zu einer Größe von unter 38 μm vornehmen. Die Abscheideleistung nimmt mit abnehmender Feinkorngröße ab. Diese geringe Leistung kann verbessert werden, indem die Absetzgeschwindigkeit der feinen Partikel durch Nutzung der Zentrifugalbeschleunigung anstelle der Schwerkraftbeschleunigung erhöht wird. Dies hat zur Entwicklung einer neuen Generation von verbesserten Schwerkraftabscheidern (Zentrifugalabscheidern) geführt. Dazu gehören die im Handel erhältlichen Geräte – Falcon-Konzentrator, Kelsey-Jig, InLine-Drucksieb, Knelson-Konzentrator und Multigravitationsseparator [3].
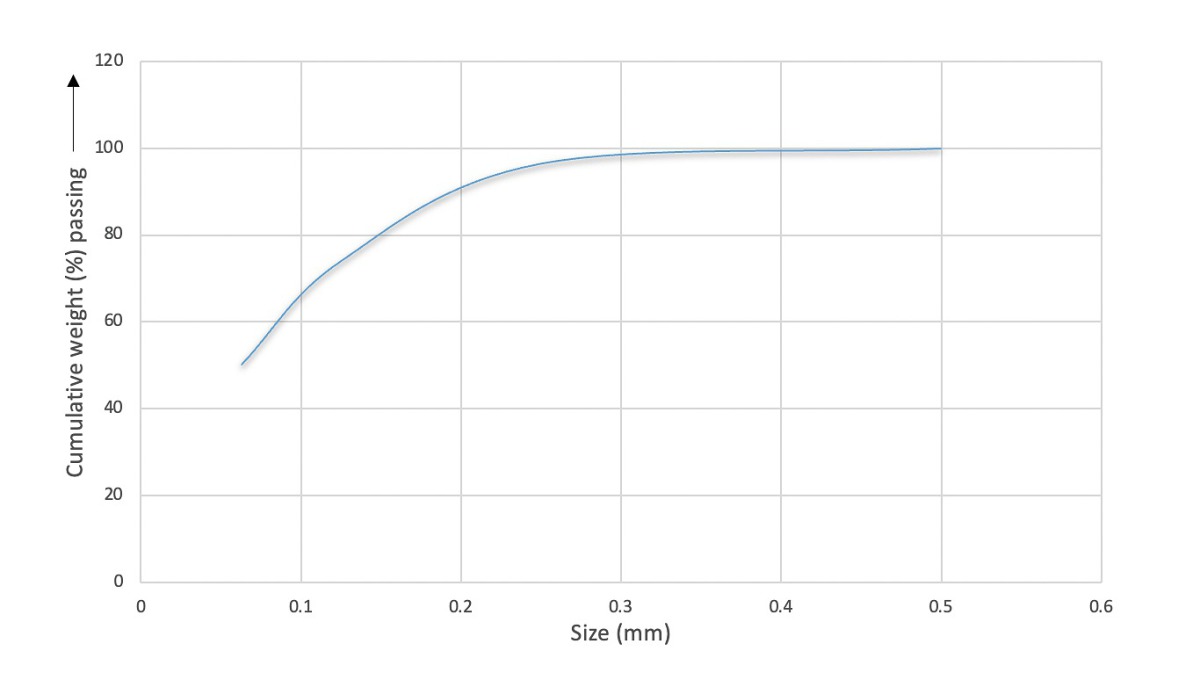
Da der Schwerpunkt hier auf der Sanierung von Schlammteichen liegt, ist eine umfassende Diskussion über die verschiedenen Ausrüstungen im Zusammenhang mit der schwerkraftbasierten Verarbeitung nicht erforderlich. Daher beschränken sich die bewerteten Möglichkeiten auf Spiralen und Rückflusssichter. Die Größenverteilung des Aufgabematerials (Bild 3) ist wichtig und sollte für einen effizienten Betrieb kontrolliert werden.
((Bitte hier Bild 3 einfügen))
3.2.1 Spiralen
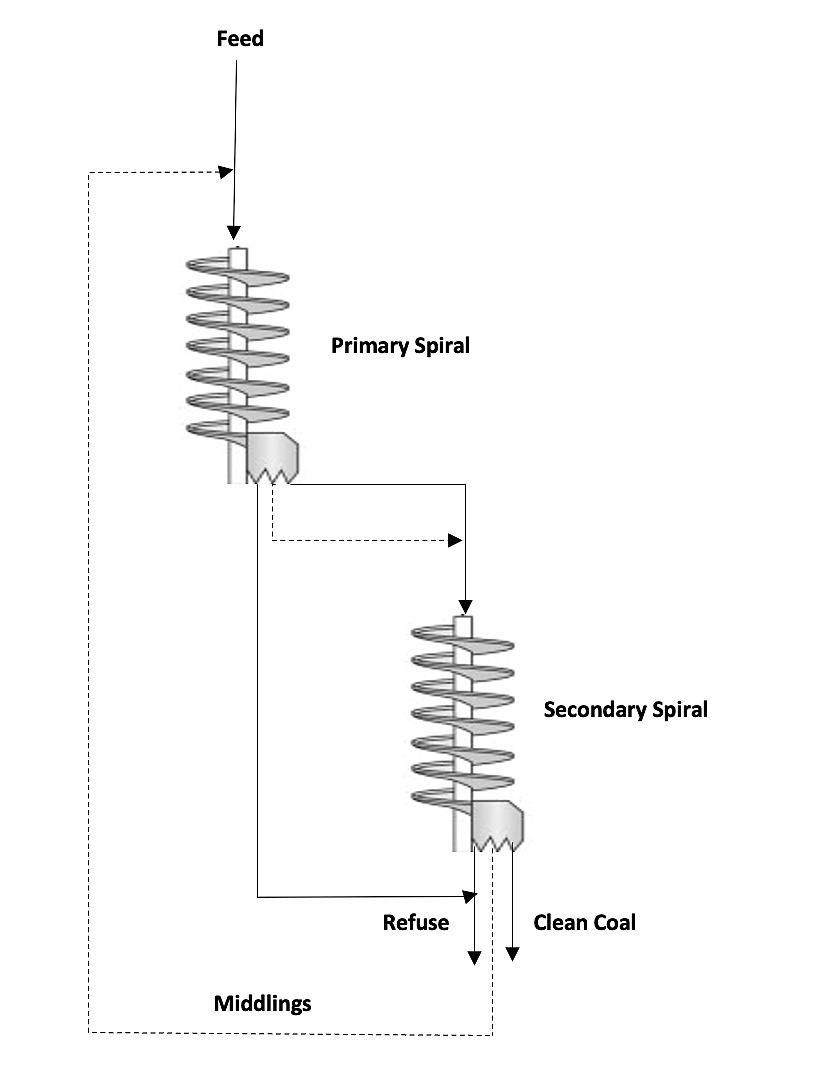
Spiralen sind unter den Feinkohle-Reinigungstechnologien aufgrund der niedrigen Investitionskosten, des einfachen Betriebs und anderer Vorteile sehr beliebt. Kombinierte grobkörnig-saubere Spiralen mit Mittelteil-Recycling bieten eine bessere Abscheideleistung (Bild 4). Die typische relative Trenndichte (RD) liegt deutlich über 1,55, was durch eine Erhöhung der Anzahl der Windungen um die vertikale Welle verbessert werden kann, indem eine zweistufige Spirale mit sieben Windungen um drei zusätzliche Windungen erweitert wird, so dass eine Spirale mit zehn Windungen entsteht [4]. Die Abscheidung mit geringer Dichte ist für die Gewinnung von Feinkohle für metallurgische Kohleproduzenten weltweit attraktiv. Die neue Spirale hat selbst bei Fraktionen mit einem Durchmesser von weniger als 1 mm höhere Rückgewinnungsraten gezeigt. Sie kann im Größenbereich von minus 3 bis plus 1 mm als Alternative zu Setzmaschinen dienen. Sie ist kosteneffizient, da Spiralen keinen Strom verbrauchen und außerdem leicht zu warten sind. Die neuesten auf dem Markt erhältlichen Spiralen sind die LC3 von Mineral Technologies und die SX10 von Multotec [2].
((Bitte hier Bild 4 einfügen))
3.2.2 Rückflusssichter
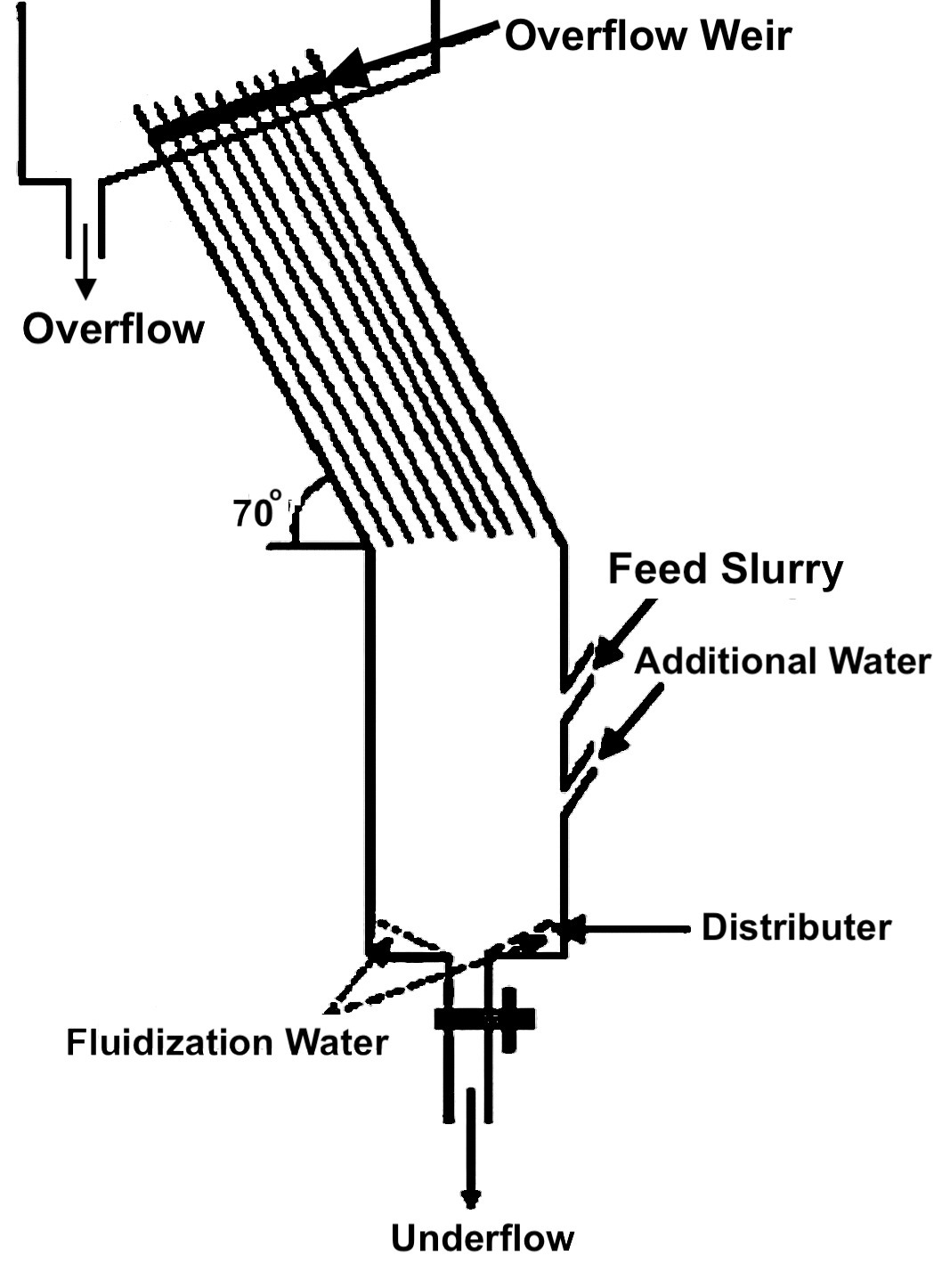
Rückflusssichter (RC) sind eine hochmoderne Feinkorntechnologie und eignen sich ideal für die Abscheidung von Kohle (typischerweise < 2,0 mm). Ein Rückflusssichter hat die doppelten Vorteile der Schwerkraftabscheidung und der Partikelgrößenklassifizierung. Partikel mit geringer Dichte werden aufgrund der turbulenten Bewegung, die durch das von unten eingespritzte Fluidisierungswasser entsteht, als Überlauf nach oben sortiert, während die Partikel mit hoher Dichte als Unterlauf zu Boden sinken (Bild 5).
((Bitte hier Bild 5 einfügen))
4 Entwässerungstechnologie
Es ist notwendig, die zahlreichen Variablen, die die Entwässerungstechnologie beeinflussen, zu bewerten, um eine nachhaltige und wirtschaftliche Entscheidung in einem sich verändernden Szenario zu treffen. Bei der Auswahl der am besten geeigneten Feinkohleentwässerung müssen die einzelnen Geräte und Komponenten untersucht werden.
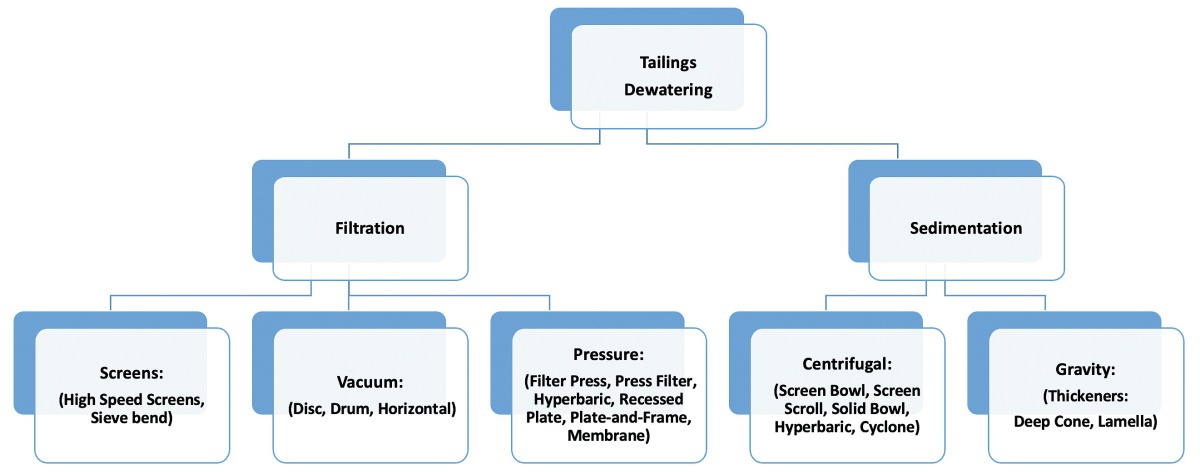
Die verschiedenen Techniken zur Entwässerung von Feinkohle sind in Bild 6 dargestellt. Von den verschiedenen Entwässerungstechniken bietet die Zentrifuge den höchsten Wasserentzug. Die Siebtrommelzentrifuge wird aufgrund ihrer relativ geringen Kosten sowie ihrer einfachen Bedienung und Wartung häufig zur Entwässerung von Feinkohle eingesetzt. Sie entfernt mehr ultrafeine Tone und kann auch den Feuchtigkeitsgehalt des Konzentrats kontrollieren.
((Bitte hier Bild 6 einfügen))
Die Bandfilterpressentechnologie gilt auch als praktikable Lösung für eine ganze Reihe von Prozessbedingungen wie kontinuierlicher Betrieb, relativ niedrige Investitions- und Betriebskosten, hohe mechanische Zuverlässigkeit und Verfügbarkeit der Anlagen.
Pasteneindicker mit tiefem Konus sind so konzipiert, dass ein tiefes Bett aus abgesetzten Feststoffen erhalten bleibt und die Schwerkraftkompression maximiert wird. Diese Art von Eindickern erzeugt Unterlauffeststoffe mit der höchsten Feststoffkonzentration und einer mit Pumpen transportierbaren Pastenkonsistenz. Im Vergleich zu Standardeindickern ist er weniger voluminös, weniger kostspielig und einfacher zu installieren. Eindicker sind die Grundlage des Abraummanagements. Nach den Eindickern können auch Filterpressen eingesetzt werden, wodurch Teiche und Aufstauanlagen vollständig entfallen [3].
5 Rückgewinnung aus Halden von Bergematerial
Schlammteiche stellen eine relativ billige Energiequelle dar, wenn der Heizwert der Schlämme hoch genug ist oder durch bewährte Technologie und Ausrüstung verbessert werden kann. Bei der Planung der Aufbereitungsanlage muss ein umfangreiches Programm von Probenahmen und Tests durchgeführt werden. Andererseits sind mit den Schlammbecken mehrere Risiken in Bezug auf Umwelt, Soziales und Unternehmensführung verbunden. Sie stellen eine Gefahr für die Umwelt durch Kohlestaub während längerer Trockenperioden, Selbstentzündung und Verunreinigung des Grundwassers dar. Wenn der Aschegehalt relativ gering ist, ist es üblich, die Schlämme zurückzugewinnen und sie der Atmosphäre auszusetzen, um die Feuchtigkeit zu reduzieren, so dass sie für Heizzwecke oder zur Stromerzeugung verwendet werden können.
Bei der Wäsche von Kokskohle ist die Feinkohle normalerweise mit Virtrinit angereichert, einem wichtigen Bestandteil, der die Verkokungsneigung der gesamten Reinigung erhöht. Im regulären Betrieb hat die zunehmende Menge an Feinkohle zusammen mit nicht funktionierenden Flotationsanlagen dazu geführt, dass die Feinkohle in Teichen entsorgt wird. Da die Summe der gesammelten und gelagerten Feinstoffe eine große Menge ausmacht, ist die Rückgewinnung von Schlamm aus den Teichen ein attraktiver Vorschlag. Feinstoffe (Tailings) haben in der Regel einen höheren Heizwert als grobe Abfälle. Die Aufbereitungsanlage für die Schlammverwertung kann eine mobile Einheit sein, um den Bedarf der über die Bergbauregionen verstreuten Schlammteiche zu decken. Eine stationäre Anlage ist aufgrund der begrenzten Menge an Schlamm in den jeweiligen Teichen möglicherweise nicht gerechtfertigt. Daher ist eine mobile Anlage sinnvoller. Durch den Aufbereitungsprozess kann aus dem Material, das früher als Abfall betrachtet wurde, qualitativ hochwertiger und kostengünstiger Brennstoff hergestellt werden. Die Rückgewinnung von Teichmaterial ist ein aktiver Beitrag zur Minderung von Umweltgefahren, und gleichzeitig können die ehemaligen Teichstandorte saniert werden. Dies wird dazu beitragen, einige der mit den Halden von Bergematerial verbundenen Risiken zu vermindern. Derzeit gibt es kleine Anlagen zur Verwertung dieser Schlämme, die von privaten, unabhängigen Betreibern betrieben werden.
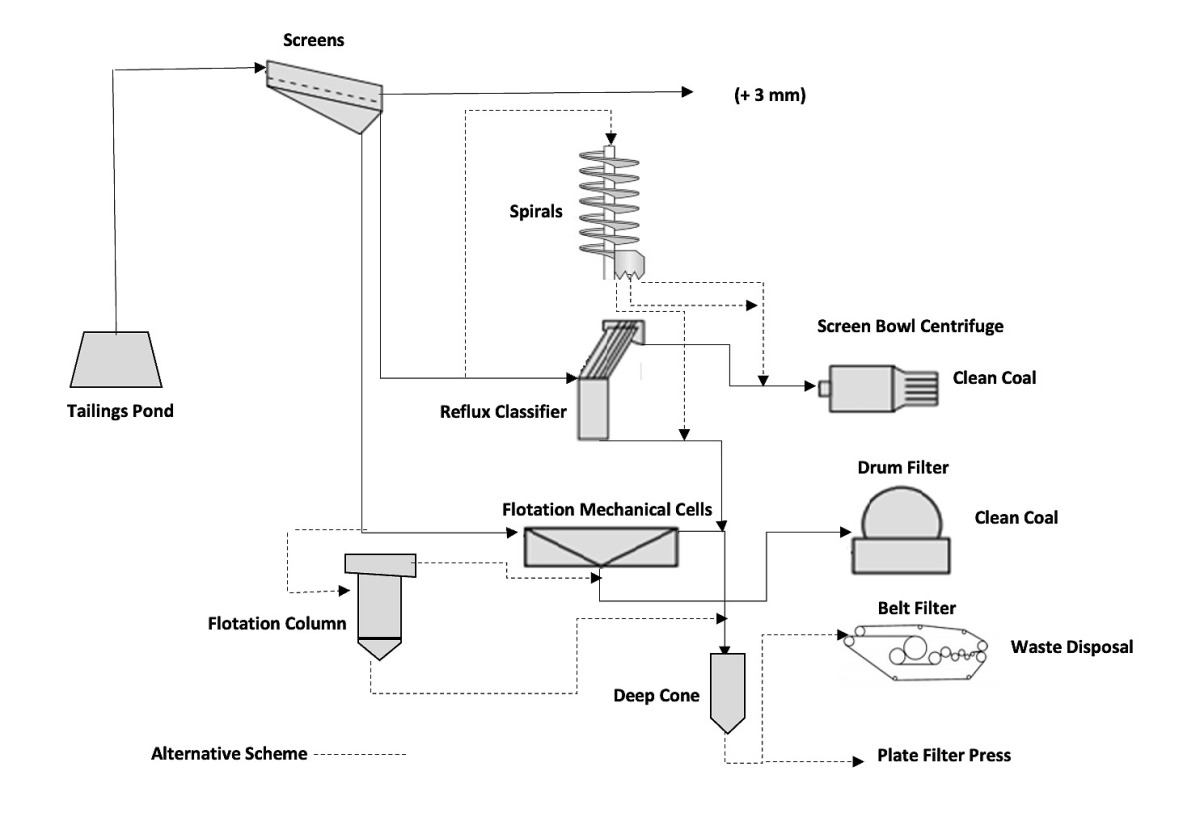
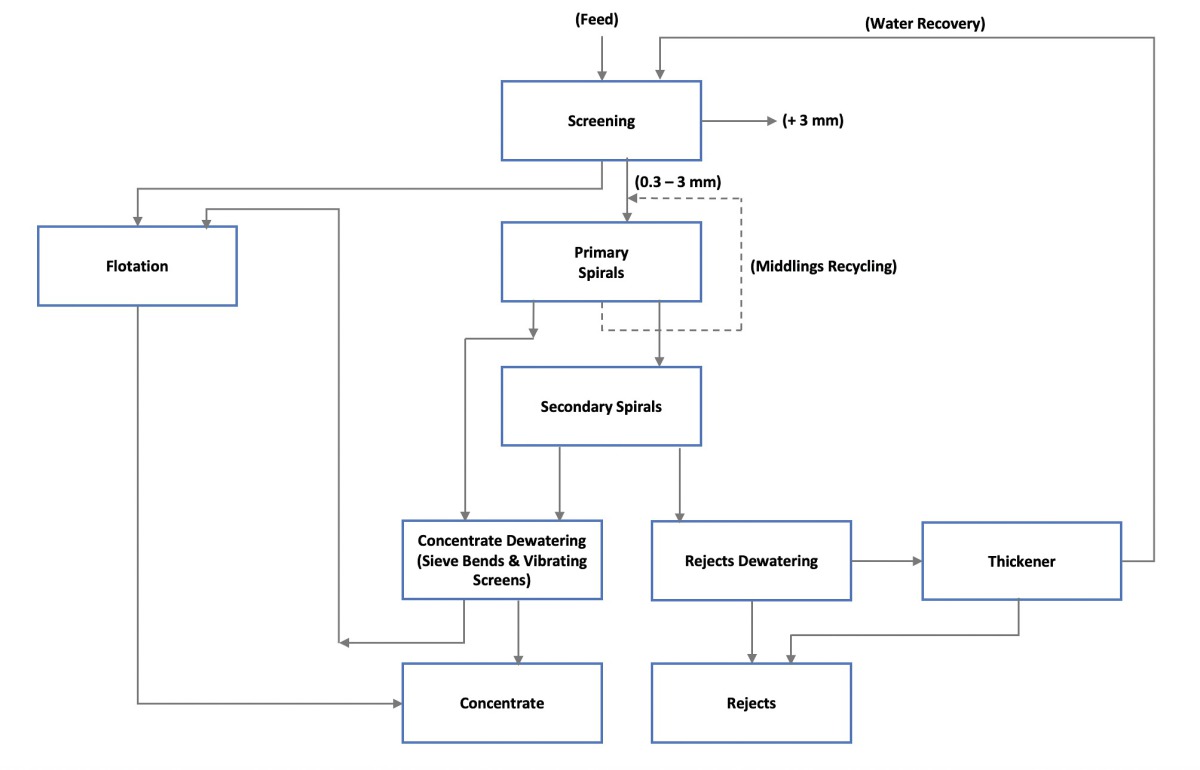
Geeignete Fließschemata sind in Bild 7 und Bild 8 dargestellt.
((Bitte hier Bild 7 und 8 einfügen))
6 Wirtschaftliche Tragfähigkeit der Aufbereitung
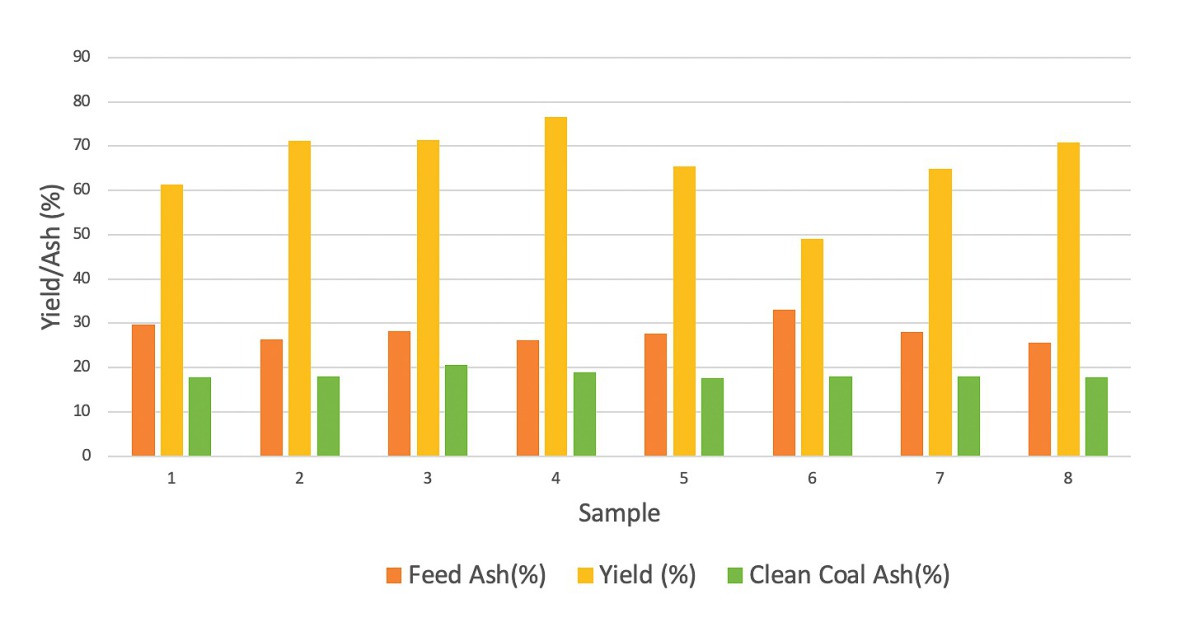
Die Leistung des Aufbereitungsprozesses für einen Betrieb mit zwei Produkten kann wie folgt beschrieben werden: Der prozentuale Anteil eines bestimmten Materials, der in der Beschickung enthalten ist, wird als Gewinnung (R) bezeichnet. Sie kann durch den Analysewert von Einsatzmaterial, Konzentrat und Bergematerial ausgedrückt werden. Die Rückgewinnung kann wie folgt dargestellt werden:
R = (Rc + Rt) = 100 ……. (1)
Rc = 100*Cc/Ff ……….... (2)
Rt = 100*Tt/Ff …………. (3)
Ff = Cc + Tt ……………. (4)
Dabei ist
Rc = Wiedergewinnungsprozentsatz des Konzentrats
Rt = prozentuale Ausbeute des Bergematerials
F = Gewicht des Einsatzmaterials
C = Gewicht des Konzentrats
T = Gewicht des Bergematerials
f = Anteil des im Einsatzmaterial enthaltenen Materials
c = Anteil des im Konzentrat enthaltenen Materials
t = Anteil des Materials, das im Bergematerial vorhanden
Das Ziel ist die Maximierung des Nettogewinns: NP = (Wert des Konzentrats – Abbaukosten – Verarbeitungskosten). Es gibt keine Abbaukosten, da das Material bereits abgebaut und deponiert wurde. Die Werte von c und t müssen daher vorgegeben werden; die Höhe von Rc und Rt muss bestimmt werden, um den Nettogewinn NP = (Wert des Konzentrats – Verarbeitungskosten + Wert der endgültigen Abgänge) gemäß der Gleichung (5) zu maximieren:
NP = RcP – F * Cop + RtVt ……. (5)
Dabei ist
P = Verkaufspreis pro Tonne Konzentrat ($/t)
Cop = Einheitskosten der Mineralverarbeitung ($/t)
Vt = Einheitswert des Bergematerials ($/t)
Um zu einer geeigneten technisch-wirtschaftlichen Lösung zu gelangen, müssen verschiedene Pläne ausgearbeitet werden.
7 Abschließende Bemerkungen
In Indien gibt es eine Reihe von Kohleaufbereitungsanlagen. Es gibt ein grundsätzliches Problem: Die Flotationsanlagen funktionieren nicht, einige von ihnen sind überhaupt nicht in Betrieb. Der Kohleschlamm wird in Schlammteiche abgeleitet. Im Falle von Kokskohle führt eine erhöhte Konzentration von Vitrinit in ultrafeinem Feinkorn zu verbesserten Verkokungseigenschaften, die für die Koksherstellung genutzt werden können. Es besteht also die Möglichkeit, diesen wertvollen Rückstand zu verwerten. Es ist notwendig, effizientere und kostengünstigere Systeme zur Abtrennung und Aufkonzentrierung der Abfallstoffe zu bewerten und in diese zu investieren. Durch den Entwässerungsprozess entstehen nahezu trockene Feststoffe, während gleichzeitig zusätzliches Wasser aus dem Abfallstrom zurückgewonnen wird.
Aufgrund strenger Umweltauflagen, der begrenzten Verfügbarkeit von Betriebsflächen, höherer Betriebs- und Handhabungskosten, der Verringerung des Wasserverbrauchs und der Sicherheitsanforderungen müssen die Verfahren für die Behandlung von Abfällen verbessert werden [5]. Die Recyclinganwendung eröffnet Optionen für den städtischen Bergbau, indem wertvolle Kohle aus zurückgewiesenen Abfällen zurückgewonnen wird.
Wie man so schön sagt: Vorbeugen ist besser als heilen. Daher sollten alle Anstrengungen darauf gerichtet sein, die Schlammteiche überflüssig zu machen und die ESG-Risiken zu bewältigen.
Literatur • Literature
[1] Kumar, D. and Kumar, D.: Management of Coking Coal Resources, in: Elsevier Inc. (Publisher), Waltham, MA/USA, 2016
[2] Fiscor, S.: Low-Density Separation Techniques Recover Valuable Coal from Fines, Coal Age (2021), March, pp. 22-24
[3] Kumar, D. and Kumar, D.: Sustainable Management of Coal Preparation, in: Elsevier Inc. (Publisher), Cambridge, MA/USA, 2018
[4] Arnold, B. J. et al., 2019, Development of a low specific gravity cut-point spiral, Proceedings of XIX International Coal Preparation Congress, Vol. I, 13 to 15 November, New Delhi, India, Woodhead Publishing India, 2020, pp. 370-377
[5] Zink, D.: Step Up to The Plate Filter Press, World Coal (2021), Issue 1, pp. 41-44
Autoren:
Dr. mont. Dilip Kumar, MScA (Mons), Scientist
Dilip.KUMAR@alumni.umons.ac.be
Dilip Kumar ist Experte für die Kohleaufbereitung und hat zahlreiche Publikationen veröffentlicht. Er ist ein pensionierter leitender Bergbauwissenschaftler des Central Mine Planning and Design Institute (CMPDI), Ranchi/Indien. Er ist als Berater und technischer Redakteur tätig und lebt derzeit in Vancouver/Kanada.
Deepak Kumar, BSc, MBA
Deepak Kumar hat einen Bachelor-Abschluss in Softwaretechnik und einen MBA von der University of British Columbia, Vancouver/Kanada. Er ist Portfoliomanager und Unternehmensberater. Er hat beruflich in Nordamerika und Westeuropa gearbeitet. Zurzeit ist er bei der Central 1 Credit Union, Kanada, tätig, wo er Kapital- und Technologieinvestitionen in Projekte bewertet, die Unternehmensstrategie gestaltet und Initiativen zur Optimierung der Abläufe durchführt.