Modernste Technik im Erzabbau










Im vierten Jahrhundert begann hier der Eisenerzabbau – belegt durch Überreste von Schmelzöfen, die im steirischen Ort Eisenerz gefunden wurden. Der Name könnte den Ort nicht besser charakterisieren. Die erste urkundliche Erwähnung des Erzabbaus erfolgte im Jahre 712. Weithin sind die rötlichen Terrassen des Erzbergs, dem größten Eisenerz-Tagebau Mitteleuropas, zu sehen. Zugleich ist es die größte Sideritlagerstätte der Welt. Der Siderit am Erzberg ist eigentlich ein Eisen(II)-karbonat mit zusätzlich im Kristallgitter eingebundenen Elementen wie Mangan, Magnesium, Calzium und Silizium, das in der Lagerstätte wechselnden Mengenverhältnissen mit einem Eisen-Magnesium-Karbonat, dem Ankerit verwachsen ist. Der Siderit enthält 38 bis 41 % Fe, der eisenarme ca. 10 % und der eisenreiche Ankerit ca. 17 %. Man schätzt, dass seit Beginn der Aufzeichnungen bis heute ca. 255 Mio. Tonnen Eisenerz abgebaut wurden. Die jährliche Verhaumenge beträgt derzeit 9 Mio. Tonnen/Jahr, davon sind 2,2 Mio. Tonnen Versanderz.
Für die Förderung des Materials stehen 10 SLKW (7 Stk. Komatsu HD 985-5 und 3 Stk. Komatsu HD 785-7) und 3 Radlader vom Typ Komatsu WA-800-3 sowie 1 Radlader vom Typ CAT 992 mit 11 m³ Schaufelinhalt zur Verfügung.
Die SLKW vom Typ HD-985-5 der Fa. Komatsu sind die größten in Mitteleuropa betriebenen SLKW´s mit 120 t Nutzlast, einem Gesamtgewicht von knapp 200 t und einer Leistung von 1064 PS. Für die Straßenerhaltung und Sturzführung sind ein Gräder, ein Raddozzer, zwei Wassersprühwagen mit 50 m³ Inhalt sowie weitere Baumaschinen vorhanden.
Der ‚cut off grade‘, d.h. der Mindestgehalt, bei dem sich die Verwertung des Roherzes noch lohnt, liegt zurzeit bei 22,0 % Fe, was ca. 25 % Siderit im Siderit-Ankerit-Gemenge bedeutet. Erz mit über 30 % Fe, das entspricht ca. 55 % Siderit im Hauwerk, ist das sogenannte Fertigerz (ca. 1 Mio. Tonne/Jahr. Dieses Fertigerz wird vorzerkleinert, nass abgesiebt und zusammen mit dem Konzentrat aus dem Zwischengut bis auf eine Korngröße < 8 mm zerkleinert und gelangt direkt zum Versand. Zuvor wird das Erz in einem Mischbett aufgehaldet und durch selektive Entnahme homogenisiert.
Das Zwischengut, mit 22 bis 30 % Fe, wird nach der Vorzerkleinerung in einem Steilkegelbrecher in einer Schwertrübeaufbereitungsanlage (Kapazität 600 Tonnen pro Stunde) auf ein 34 %iges Konzentrat angereichert.
Täglich werden in die nahe gelegenen Hüttenwerke Linz und Donawitz ca. 6000 Tonnen Erz transportiert. Die Wirtschaftlichkeit des Abbaus ergibt sich vor allem auch durch die geringen Entfernungen.
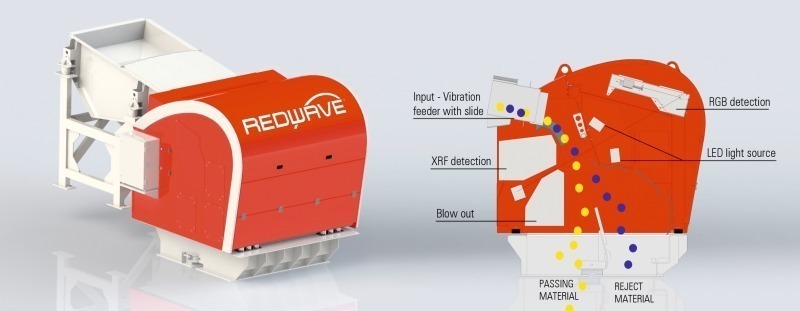
Um die Qualität des abgebauten Fertigerzes weiter zu verbessern, wurde erstmals eine Sortierung mittels einer REDWAVE XRF/C-S (Bild) in die entsprechende Aufbereitungslinie eingebaut. Dieses neuentwickelte System verbindet die Röntgen-Fluoreszenz-Technik mit einer hochauflösenden RGB-Kamera. Dadurch ist es in der Lage, sowohl die Farbe als auch die elementare Zusammensetzung als Sortierkriterium auszuwählen und das Signal mit der Lage der Gesteinsbrocken zu korrelieren und diese gegebenenfalls auszuschießen. Bei dem Einsatz der Sortieranlagen sollen vor allem taube Gesteinskörner mit einem Eisengehalt von weniger als 20 % aussortiert werden, und darüber hinaus Erzkörner, die unerwünschte Begleitelemente enthalten. Die Anlage wird je nach Bedarf eingesetzt, d.h. sie arbeitet nur dann, wenn verunreinigtes Fertigerz gefördert wird.
Die Chefredakteurin der AT MINERAL PROCESSING traf sich vor Ort mit Dipl.-Ing. Armin Kogelbauer, Produktionsleiter der VA Erzberg GmbH in Eisenerz/Österreich, um mehr über den größten Eisenerz-Tagebau Mitteleuropas und das neue Sortiersystem zu erfahren.
AT MINERAL PROCESSING: Der Name ist Programm – können Sie kurz etwas über den Standort Eisenerz sagen?
Kogelbauer: 2012 haben wir 1300 Jahre Erzabbau gefeiert. Erzabbau wird hier schon lange betrieben. Richtig gestartet ist der Abbau unter Erzherzog Johann, der die Industrialisierung vorangetrieben hat.
Hier am Standort haben wir karbonatisches Eisenerz mit 33,5 % Fe. Der Gehalt ist relativ im Vergleich zu anderen Lagerstätten bspw. in Brasilien, aber aufgrund der Nähe zu den Stahlwerken Linz und Donawitz sind wir ein guter Lieferant für die Hüttenwerke. Da wir sehr homogenes Material liefern können, schätzen die Hüttenwerke unser Eisenerz.
AT MINERAL PROCESSING: Wer steht hinter der VA Erzberg GmbH und wie groß ist das Unternehmen?
Kogelbauer: Eigentümer ist die VA Erzberg Privatstiftung, ihr gehört die VA Erzberg GmbH. Wir haben nur den einen Standort hier in Eisenerz mit insgesamt 220 Beschäftigten, inklusive der Tochterfirma Maschinenservice Erzberg, die sich mit dem Spezialstahlbau beschäftigt. Die jetzige Aufbereitungsanlage ist Anfang der 1960er Jahre gebaut worden. Sie besteht aus einer Schwertrübeanlage mit zwei Trommeln, in der die spezifisch leichteren Bestandteile wie Kalk, Ankerit abgetrennt werden, um die Versandqualität von ca 33,5 % Eisen zu erreichen.
AT MINERAL PROCESSING: Wie lange reicht das Eisenerz noch in die Zukunft?
Kogelbauer: Da gibt es verschiedene Szenarien: Momentan gehen wir von weiteren 40 bis 60 Mio. t Verkaufsprodukt aus, d.h. wir haben für die nächsten 25 bis 30 Jahre noch abbauwürdiges Erz. Darüber hinaus wird diese Weitreichenanalyse bei Bedarf neu erstellt, z.B. gehen dann auch veränderte wirtschaftliche Rahmenbedingungen ein.
AT MINERAL PROCESSING: Viele Rohstoffe kommen mitt-lerweile von außerhalb Europas – wie schätzen Sie die Zukunft der VA Erzberg GmbH ein?
Kogelbauer: Unsere Kunden werden unser Eisenerz noch über längere Zeit einsetzen können – als das klar war, haben wir in den letzten drei Jahren begonnen, die Anlagen zu modernisieren. Nicht zuletzt, um die Qualität unseres Produktes zu sichern bzw. einzelne Qualitätsparameter zu verbessern. In diesem Zuge haben wir uns dafür entschieden, eine sensorgestützte Sortierung einzubauen.
AT MINERAL PROCESSING: Welche weiteren Modernisierungen wurden noch vorgenommen?
Kogelbauer: Beispielsweise die Energieversorgung mit 10 kV ist komplett modernisiert worden. Die Anlagenautomatisierung an sich wurde schrittweise fortgesetzt, das betrifft Teilbereiche der Aufbereitungsanlage, die in kleineren Etappen erneuert werden.
AT MINERAL PROCESSING: Warum haben Sie sich für eine neue sensorgestützte Sortieranlage entschieden?
Kogelbauer: Eingesetzt wird die Anlage im Materialstrom, den wir Reicherz nennen. Bei dem wollen wir Gesteinskörner ausscheiden, die mit klassischen Sortierverfahren in dem Maße selektiert werden können. Dabei geht es nicht in erster Linie nur darum, eisenarme Körner aus dem Strom abzutrennen, sondern auch Körner, die spezielle Schwermetallverunreinigungen beinhalten. Mit der sensorgestützten Sortiermaschine REDWAVE XRF kann man gegenüber den klassischen Sortierverfahren, was den Eisen- und Schwermetallgehalt angeht, viel selektiver vorgehen. Die Detektion erfolgt in einem Korngrößenbereich zwischen 30 und 120 mm – das war auch ein Grund für uns, die sensorgestützte Sortierung zu wählen.
AT MINERAL PROCESSING: Damit haben Sie einen neuen Weg in der Eisenerzaufbereitung beschritten?
Kogelbauer: Ursprünglich kamen die Hersteller sensorgestützter Sortieranlagen auf uns zu und wollten in Konkurrenz zu den klassischen Sortiermethoden im Grobkornbereich wie Dichtesortierung etc. treten. In den Gesprächen haben wir dann eine ganz andere Anwendungsmöglichkeit für uns identifizieren können. Wir können mittels REDWAVE, die mit Röntgenfluoreszenz arbeitet, sowohl den Eisengehalt als auch den Gehalt an Schwermetallverunreinigungen online bestimmen und die Körner dann ausschießen, so dass sie nicht in den weiteren Produktstrom gelangen. Dieser Materialstrom geht vorher noch durch die Dichtesortierung.
AT MINERAL PROCESSING: Was sind die wesentlichen Vorteile der neuen Sortieranlage?
Kogelbauer: Zum einen eine Qualitätserhöhung unseres Endproduktes und eine bessere Nutzung unsere Ressourcen, da das verunreinigte Material sehr punktgenau aussortiert werden kann. Körner mit sehr niedrigem Eisengehalt werden entfernt und entlasten damit das Endprodukt hinsichtlich unerwünschter Begleitminerale, Das bringt wiederum Vorteile für den Betrieb der Sinteranlagen und für die Roheisenerzeugung im Hochofen.
Eines der wichtigsten Themen bei der Beschäftigung mit möglichen Sortieranlagen war unter anderem die Durchsatzleistung. Grundvoraussetzung für uns ist eine Mindestdurchsatzleistung von 100 t/h.
AT MINERAL PROCESSING: Wie lang war der Weg bis zur erfolgreichen Inbetriebnahme der Sortieranlage?
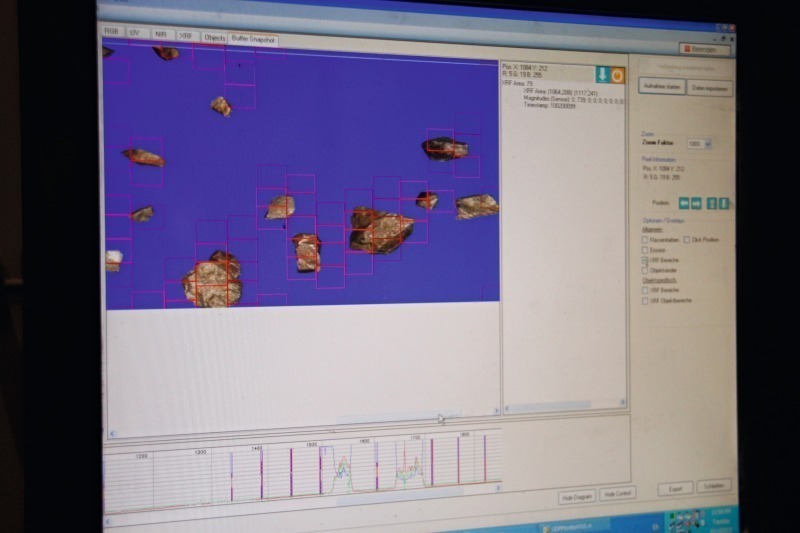
Kogelbauer: Vor 3,5 Jahren hat BT-Wolfgang Binder die ersten Versuche mit einer Kornfraktion 30-50 mm am Firmensitz in Gleisdorf durchgeführt. Die Besonderheit bei dieser REDWAVE-Sortieranlage von BT-Wolfgang Binder ist die Kombination von optischer Erkennung und Detektion mittels Röntgenfluoreszenz. Das ist deshalb notwendig, weil taubes Gestein nicht durch die Röntgenfluoreszenz detektiert werden kann, aber die Anlage wissen muss, wo sich das Korn befindet, um dieses per Luftstoß ausschießen zu können.
Vielen Dank für die interessanten Ausführungen!