Fortschrittliche Echtzeit-Messtechnologien für die Stahlindustrie


Zusammenfassung: Die Echtzeitmessung der Qualität von Förderströmen stellt die nächste Stufe der Anlagensteuerung dar, wobei die Variabilität der Zusammensetzung höher ist als erwartet. Effektive, bewährte Lösungen wurden vom Experten für Analysatortechnik Scantech, einem der anerkannten Marktführer im globalen Mineralstoffsektor, entwickelt und erfolgreich im Eisen- und Stahlsektor implementiert.
Einführung
Die in Echtzeit übermittelte Qualitätsmessung bietet einzigartige Möglichkeiten zur Verbesserung der Prozesssteuerung. Im gesamten Rohstoffsektor werden eine Reihe bewährter Technologien eingesetzt, die durch bessere Messung und Verwaltung der Schüttgutqualität bestehende Prozesse erheblich verbessern. Anstatt Analysegeräte anhand ihrer Merkmale zu verkaufen, richtet der Rocks2data-Ansatz von Scantech den Fokus der Messlösungen auf die Qualität der Daten, die für die optimalen Leistungen der Prozesssteuerung erforderlich sind.
Die Messung der Zusammensetzung kann unter Verwendung einer anspruchsvollen Prompt-Gamma-Neutronen-Aktivierungsanalyse (PGNAA) für die Kohleanalyse in der Koksherstellung, für die Sinteranalyse in der Eisenerzeugung sowie für die Schrottanalyse bei der Stahlerzeugung durchgeführt werden. In Kohle und Sinter kann die Feuchte auch mittels Mikrowellen-Transmission gemessen werden, und in Koks, Sinter, Magnetit-Konzentrat und Stahlschrott mittels schneller Neutronen- und Gamma-Transmission.
All diese Technologien messen kontinuierlich über die gesamte Fördertiefe und liefern Ergebnisse in Echtzeit direkt an das Anlagensteuerungssystem. Alle Analysedaten sind Eigentum des Kunden. Durch den Fernzugriff wird sichergestellt, dass die Zeit vor Ort minimiert wird und bei Bedarf Support verfügbar ist. Alle Analysegeräte können während geplanter Stillstandzeiten installiert werden. Während der gesamten Lebensdauer der Analysegeräte, die keinen Kontakt mit den Förderströmen haben und weder Verschleißteile noch Ersatzteile von Verbrauchsmaterialien enthalten, sind keine Betriebsunterbrechungen zu erwarten.
Qualitätsschwankungen
Die Variabilität der Materialqualität ist eine zentrale Herausforderung bei der Prozesssteuerung. Ungeachtet der Abbau-, Aufbereitungs- und Konzentrationsprozesse, der Fördertechnik und Materialmischung gibt es bei Materialien, wenn sie die nächste Prozessstufe erreichen, noch immer erhebliche Schwankungen. Eisenerz, Kohle und Stahlschrott werden in der Regel aus mehreren Quellen bezogen, wobei jede ihre eigenen Qualitätskontrollsysteme anwendet. Trotz Analysezertifikate gibt es normalerweise erhebliche Qualitätsschwankungen innerhalb und zwischen eingegangenen Lieferungen. Wenn Schüttgüter in Tonnage verkauft werden, besteht das Risiko, dass Feuchte hinzugefügt wurde, um das Gewicht zu erhöhen. Man geht im Allgemeinen davon aus, dass Qualitätsschwankungen einen großen Einfluss auf die Prozessleistung haben und für das Qualitätsmanagement geeignete Messsysteme von hoher Qualität erforderlich sind, vorzugsweise solche, die Stichprobenfehler minimieren. Anstatt mehr Proben zu entnehmen und Probenahmefehler nicht zu reduzieren, bestand die intelligentere Lösung darin, die Qualität kontinuierlich mithilfe repräsentativer Technologien zu messen. Echtzeitmessung ist eine naheliegende Methode, mit der dies erreicht werden kann. Sie weist typischerweise kurze Amortisationszeiten auf, manchmal einige Monate, normalerweise jedoch viel weniger.
Förderströme stellen die beste Möglichkeit zur kontinuierlichen Messung dar, da die Durchflussraten relativ konstant sein können und die Materialvorlage bei der Messtechnik ideal für eine Penetrationsanalyse ist. Hochspezifizierte Analysesysteme werden an jede Anwendung angepasst, um die Qualität der Messdaten zu optimieren, die für die Anforderungen der Prozesssteuerung erstellt wurden. Die Messung von Materialien in Halden, Trichtern, Rutschen oder Lastwagen ist aus einer Reihe von Gründen problematisch, vor allem, weil keine Technologie ausreichend eindringt, um eine repräsentative Analyse zu ermöglichen. Einige Systeme stören den Materialfluss und können Ausfallzeiten der Anlage verursachen, so dass diese am besten vermieden werden. Technologien zur Oberflächenanalyse eignen sich für homogenisierte Materialien, sind jedoch im Rohstoffsektor selten. Kohle, Koks, Eisenerz, Sinter und Stahlschrott enthalten variable Zusammensetzungen, die sich in der Zusammensetzung an einer bestimmten Stelle auf der Oberfläche einer Halde oder im Materialfluss nicht widerspiegeln.
Eine repräsentative Probenahme von Schüttgütern kann sich aufgrund der Trennung der Materialien nach Partikelgröße, Schichtung oder Dichteschwankungen und der erforderlichen Probengröße und -häufigkeit zur Minimierung von Probenahmefehlern als unzuverlässig erweisen. Des weiteren ist für die Kalibrierung des Analysators eine effektive Probenahme erforderlich. Um diese Probleme zu lösen, sollte daher ein geeignetes Probenahmeprotokoll entwickelt werden. Für Online-Analysegeräte sind alle sechs Monate Kalibrierungsprüfungen erforderlich, um die nötigen Probenahmen durch gute Planung und Implementierung verwalten zu können und den normalen Produktionsablauf nicht zu beeinträchtigen.
Technologien – Elementaranalyse
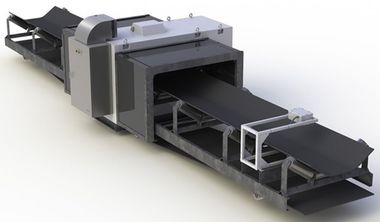
Das Elementaranalystor-Spektrum nutzt Hochleistungs-PGNAA, um die Elementzusammensetzung kontinuierlich in Echtzeit über den gesamten Förderquerschnitt zu messen, so dass der gesamte Durchfluss in kurzen Zeitschritten repräsentativ gemessen werden kann. Es steht in kundenspezifischen Konfigurationen für die Kohleanalyse zur Kokserzeugung (COALSCAN 9500X) sowie für die Eisenerz-, Sinter- und Stahlschrottanalyse (GEOSCAN-S) zur Verfügung. Das System verwendet eine Californium-252-Quelle, um die Elementarkerne im geförderten Fluss mit Neutronen anzuregen, die wiederum Gammastrahlen emittieren, welche von einer Reihe hochspezifizierter Wismut-Germaniumoxid-Detektoren (BGO) über dem Förderer erfasst werden. Dadurch können einzelne Elemente direkt und unabhängig gemessen werden. Diese Konfiguration ergibt in Kombination mit einer proprietären Software eine Messleistung, die ihresgleichen sucht. Die höhere Spezifikation ist eine Kombination aus geeigneter Quellengröße (die auch die Abschirmungsanforderungen für die Sicherheit bestimmt), der Anzahl, Konfiguration und Art der Detektoren und digitalen Mehrkanalanalysatoren (DMCAs) zur Optimierung des Spektralverhaltens sowie einer kundenspezifischen Kalibrierung auf den Material- und Zusammensetzungsbereich, der von dem zu analysierenden Material zu erwarten ist. Nach Scantechs Erfahrungen der letzten 25 Jahre mit PGNAA haben sich BGO-Detektoren bewährt und sich gegenüber Natriumjodid (NaI) in vielerlei Hinsicht immer wieder als überlegen erwiesen. Die Signalqualität, das Signal-Rausch-Verhältnis, das Peak-Höhen-Verhältnis, die höhere Kristalldichte, die integrierte DMCA-Konfiguration, die Stabilität, die hohe Linearität, die selbstverifizierende Detektorleistung und die Robustheit (nicht anfällig für Kristallschäden durch Vibration oder Schock) haben die Leistung gegenüber zuvor verwendeten NaI-Detektoren konstant verbessert.
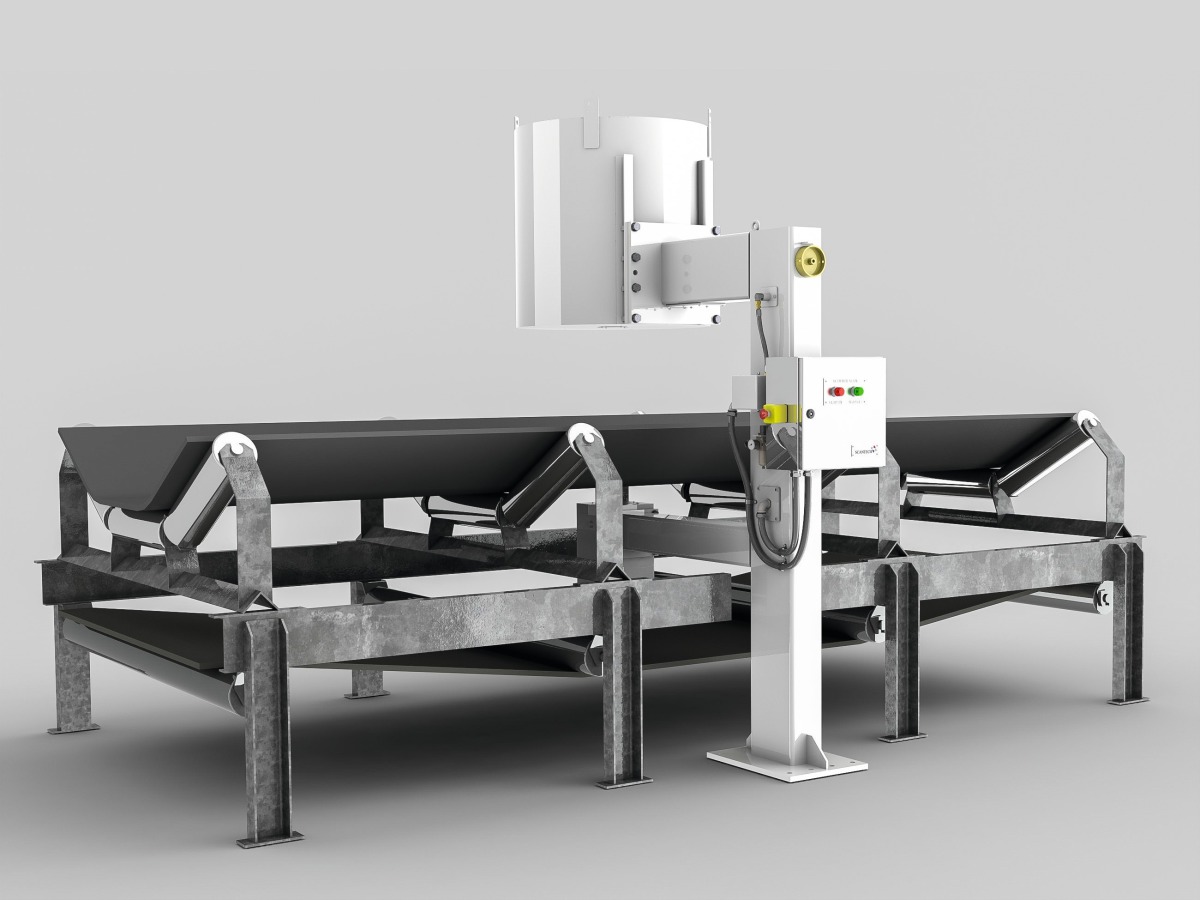
GEOSCAN-S und COALSCAN 9500X werden (bei geeigneten Materialien) mit dem TBM-Mikrowellen-Feuchteanalysator von Scantech kombiniert und nutzen einen Bandwaagen-Eingang, um für das Anlagensteuerungssystem die tonnage-gewichteten durchschnittlichen Elementar- und Feuchteergebnisse auf Trockenbasis über einen kurzen Analysezeitraum zu berechnen. Der GEOSCAN-S kann so konfiguriert werden, dass er je nach Anwendung über kürzere oder längere Zeitschritte misst. Wo Schüttgutsortierung erforderlich ist, bietet eine kurze Analyse, beispielsweise alle 30 Sekunden, eine optimale Selektivität, während für Mischzwecke eine längere Messzeit von möglicherweise fünf Minuten angemessen sein kann. Aufgrund der individuellen Kalibrierung für jedes Material und jede Anwendung werden die Ergebnisse in der Regel alle 1 oder 2 Minuten mit hoher Genauigkeit gemeldet. Der GEOSCAN-S verfügt über ein patentiertes Design ohne Riemenkontakt und ohne Verschleißkomponenten. Dies gewährleistet minimale Wartungsanforderungen sowie vollständige Sicherheit durch sorgfältige Gestaltung der Abschirmung und des Zugangs. In den meisten Ländern ist während des Regelbetriebs normalerweise kein Isolationsbereich um den GEOSCAN-S erforderlich. Abbildung 1 zeigt einen GEOSCAN-S auf einem Sinterförderer.
COALSCAN 9500X ist die Elementartechnologie, die zum Mischen von Kohlen vor der Koksherstellung eingesetzt wird, um die Kontrolle des Element- und Aschegehalts zu gewährleisten. Der Aschegehalt wird mit einer Gesamtaschegenauigkeit von mehr als 0,5 % gemessen, und einzelne Elemente wie Schwefel, Eisen, Calcium und andere werden auf der Grundlage der kundenspezifischen Kalibrierung für die erwarteten Zusammensetzungsbereiche genau gemessen.
Technologien – Feuchteanalyse
PGNAA kann eingesetzt werden, um die Feuchte mithilfe des Wasserstoffpeaks zu messen. In einigen Materialien lässt sich jedoch nicht vom Gesamtwasserstoff auf den freien Feuchteanteil des Förderstroms schließen, auch, weil aufgrund von Abschirmmaterialien ein großer Wasserstoffhintergrund vorliegt, was ihre Brauchbarkeit einschränkt. Typische Präzisionen, bei denen die PGNAA für den Feuchtegehalt eingesetzt wird, könnten bis zu 1 % Feuchte betragen. Es ist unwahrscheinlich, dass das Verhältnis von freier Feuchte zu Eigenfeuchte konsistent ist, so dass dieses Verfahren für eine zuverlässige Feuchtemessung bei den meisten Anwendungen nicht bevorzugt wird.
Die TBM-Feuchtemessung unter Verwendung von Mikrowellenübertragung ermöglicht die Messung von Kohle, Eisenerzen und Sintermischungen, typischerweise mit einer Feuchtegenauigkeit von mehr als 0,5 %. Dämpfung und Phasenverschiebung (Gruppenverzögerung) werden unter Verwendung von Mikrowellen gemessen, die über die gesamte geförderte Strömungstiefe übertragen werden, um das Vorhandensein von freier Feuchte im Material anzuzeigen. Der Feuchtegehalt kann auch die Prozessleistung beeinflussen, und die Messung kann auch beim Staubmanagement oder bei der Berechnung der Trockentonnage hilfreich sein.
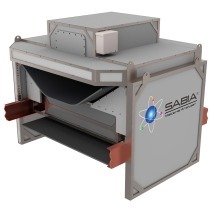
Der CM 100-S (Abbildung 2) misst die Feuchte mithilfe einer schnellen Neutronen- und Gamma-Transmission in Materialien, für die die Mikrowellentechnologie nicht geeignet ist. Der CM 100-S misst den Wasserstoffgehalt effektiv und direkt, um eine Feuchtemessung mit einer Feuchtegenauigkeit besser als 0,3 % bei Messintervallen von wenigen Minuten zu ermöglichen. Er kann zur Messung der Feuchte in Magnetit-Eisenerzen- und Konzentraten sowie in Koks verwendet werden.
Technologien zur Feuchteanalyse sind besonders nützlich bei der Überwachung von Eisenerzen während der Verladung auf Schiffe, wo die Überwachung der TML (Feuchtegrenze für die Beförderung) angebracht ist. Die Echtzeitanalysetechnologien werden zwar nicht für die Feuchtezertifizierung einer Ladung verwendet, können jedoch erkennen, wann sich die Materialqualität während des Ladevorgangs ändert und alternative Maßnahmen erforderlich sind, um zu verhindern, dass die Spezifikation überschritten wird. Der Feuchtigkeitsgehalt bestimmt auch den Energieverbrauch beim Entzug der Wasserfraktion. Bei der Koksherstellung verdampft dieses Wasser im Prozess. Allerdings wird dem Koks Spülwasser zugesetzt, und sein Gehalt ist variabel, so dass die Messung der Feuchte im Koks bei der Steuerung des Kohlenstoff-Eisen-Verhältnisses für die Ofenbeschickung von Bedeutung ist. Koks ist im Vergleich zu Wasser sehr leicht, so dass kleine Schwankungen des Feuchtegehalts das Gewicht des gemessenen feuchten Kokses erheblich beeinflussen.
Anwendungen – Kohle-, Kokserzeugung
Typische Anwendungen für diese Technologien bei der Koksherstellung sind das Mischen von Kohlen basierend auf dem gemessenen Elementgehalt unter Einsatz des COALSCAN 9500X. Kohle wird aus mehreren Halden nach Bedarf gemischt, um die entsprechende Koksqualität zu erzielen. Analysatoren können eingesetzt werden, um während der Anlieferung Halden zu erstellen und die Flexibilität beim Mischen nach Bedarf sicherzustellen. Die Anpassung der Mischung in Echtzeit ermöglicht eine gleichmäßigere Zufuhrqualität für die verfahrenstechnische Anlage und verbessert deren Leistung, da hohe Abweichungen zu Ineffizienzen bei den Prozessen führen. Der COALSCAN 9500X wird auch in der Kohleindustrie zur Steuerung des Asche- und Schwefelgehalts in thermischer Kohle verwendet, um die Umweltverträglichkeit von Kesseln zu verbessern. Kohlen mit hohem und niedrigem Schwefelgehalt werden analysiert und basierend auf ihrer Zusammensetzung in geeignete Bunker umgeleitet. Neben der verbesserten Energierückgewinnung aus der Einsatzkohlemischung führt die Echtzeitanalyse auch zu einer besseren Einhaltung der Umweltvorschriften und einer Verringerung der Schwefeldioxidemissionen in die Atmosphäre. Die Feuchteanalyse kann auch beim Kohleumschlag sowie beim Staubmanagement helfen. Die Messung der Koksfeuchte mit dem CM 100-S hat sich in asiatischen Stahlwerken für das Kohlenstoff-Eisen-Verhältnis in der Hochofenbeschickung zur Sicherstellung einer gleichbleibenden Roheisenqualität als sehr vorteilhaft erwiesen.
Anwendungen - Eisenerz, Sintern, Stahlschrott
Scantech ist der weltweit führende Anbieter von PGNAA-Analysegeräten für den Eisenerzsektor mit weit über 50 erfolgreichen Installationen bei den meisten bedeutenden Eisenerzunternehmen. Standardanwendungen umfassen die Messung der Eisenerzqualität alle zwei Minuten. Die Systeme befinden sich in Minen, um das in Übereinstimmung mit den Abbauplänen produzierte Erz zu messen, auf Überlandförderern zur Umleitung von Rohfördergut (DSO), um unnötige Aufbereitung zu umgehen, an Prozesszufuhrströmen, an Produktströmen, an Rückwurfströmen sowie an Zug- und Schiffsladeströmen, um die Erzqualität während der Abbau-, Verarbeitungs- und Material-Handling-Phasen zu steuern. Es gibt keinen Grund, warum Eisenerz, das beim Eisenerzeuger angeliefert wird, nicht den Spezifikationen entsprechen sollte, denn die Analysegeräte gelten als die beste Lösung für das Qualitätsmanagement. Alle GEOSCAN-M-Geräte sind standardmäßig mit TBM-Feuchteanalysatoren ausgestattet.
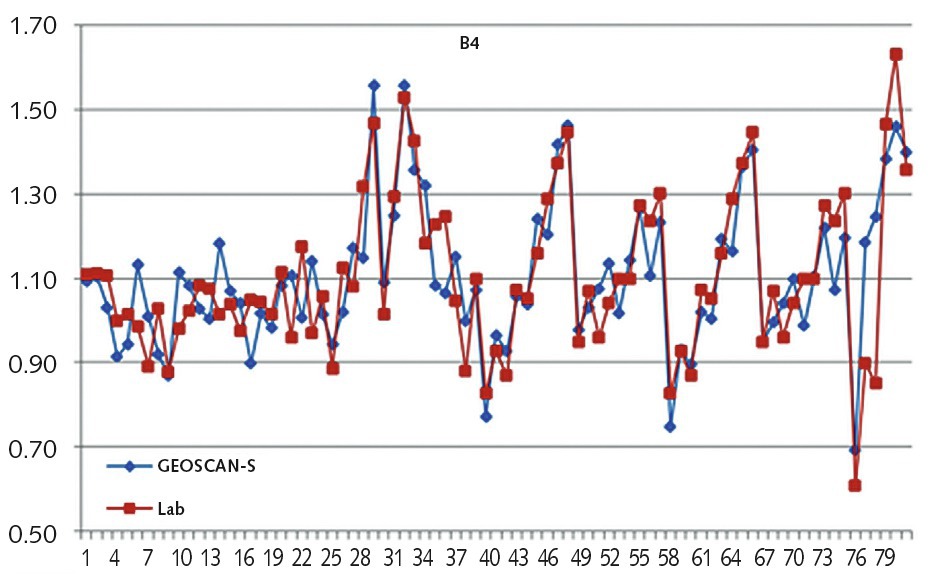
Das Sintern ist eine klassische Mischanwendung, bei der die Elementaranalyse des Sinters hinsichtlich seiner Schlüsselkomponenten, wie Fe, Ca, Mg, Si, Al, P, C usw., durch korrekte und präzise Zugabe von Kalkstein zur Mischungskontrolle der Eisenerzrohstoffe und vor allem zur Basizitätskontrolle genutzt werden kann. Eine Reihe von Eisenwerken in Europa verwenden den hochwertigen GEOSCAN-S zur hochgenauen Messung dieser Elemente und um die Sinterchemie innerhalb eines engen Zusammensetzungsbereichs zu steuern. So wird ein optimaler Energieverbrauch, eine gleichbleibende Eisenqualität, eine geringe Variation der Basizität sowie optimale Ofenverfügbarkeit zu erzielt. Der Einsatz des hochwertigen GEOSCAN-S hat die Messung und Steuerung der B4-Basizität ermöglicht (nicht nur B2 unter Verwendung von Si und Ca), da das System Aluminium- und Magnesium (und P usw.) im Vergleich zu anderen auf dem Markt erhältlichen PGNAA-Systemen gut misst. Abbildung 3 zeigt die Ergebnisse der B4-Basizitätsmessung, bei der die GEOSCAN-S-Analysedaten mit den Laborergebnissen verglichen wurden. Typische Präzisionen liegen im Bereich von 0,05 B4 bis 0,10 B4.
Die Feuchtemessung mit TBM ging Hand in Hand mit den GEOSCAN-S-Installationen. Es ist bekannt, dass der Kontrollverlust in der Sinterchemie zum Einfrieren von Öfen und zu erheblichen Kosten bei der Ofensanierung sowie zu Ausfallzeiten führt, was Produktionsausfälle in Millionenhöhe pro Tag verursacht. Ein zusätzlicher Analysator und ein verbessertes Management der Sinterqualität können dieses Risiko beseitigen. In solchen Fällen kann die Amortisation des Analysators in Stunden oder sogar Minuten gemessen werden.
Hochwertige PGNAA kann auch bei Stahlschrott angewendet werden, um Reinheits- und Kontaminationsniveaus zu bestimmen, um ein angemessenes Management zu gewährleisten. Der CM 100-S kann in Stahlschrott zur Feuchtemessung zur Anwendung kommen.
Zusammenfassung
Scantech PGNAA sind die anspruchsvollsten Analysegeräte, die auf dem Markt erhältlich sind, und haben sich in vielen Branchen bewährt. Der maßgeschneiderte Ansatz für schwierige Anwendungen hat den GEOSCAN zur Premium-Technologie für die repräsentative Echtzeit-Elementmessung im Mineralstoffsektor gemacht. Messungen höherer Qualität (z. B. Präzision) ermöglichen eine strengere Prozesskontrolle und verbesserte Ergebnisse. Die Rocks2data-Philosophie von Scantech stellt sicher, dass angepasste Analysator-Konfigurationen und -Kalibrierungen die nützlichsten und aktuellsten Daten liefern, um die Messanforderungen aller Kunden an eine effektive Prozesssteuerung zu erfüllen.
Für repräsentative, hochpräzise und häufige Mehrelement- und Feuchtemessungen stehen Null-Kontakt-Technologien zur Verfügung, die gewährleisten, dass die Abläufe in der Stahlindustrie zur Koks-, Eisen- und Stahlherstellung angemessen optimiert werden können. Die Anwendung dieser Echtzeit-Messtechnologien sorgt nachweislich für mehr Nachhaltigkeit im Betrieb, da Energie- und Rohstoffaufwand reduziert und die Prozesseffizienz und Produktqualität erhöht werden. Viele der weltweit größten Rohstoffunternehmen haben die Technologien in verschiedenen Anwendungen eingesetzt, um nicht nur die Nachhaltigkeit zu verbessern, sondern auch ihren Stakeholdern ein verantwortungsbewusstes Ressourcenmanagement zu demonstrieren.
Autoren:
Henry Kurth, Chief Marketing Officer and Minerals Consultant
Scantech International Pty Ltd, Adelaide/Australien, h.kurth@scantech.com.au
Henry Kurth hat einen Abschluss in Geologie vom Queensland Institute of Technology (jetzt: QUT – Qld University of Technology) und verfügt über 15 Jahre Erfahrung in bergbau-geologischen Funktionen in Kohle-, Gold- und Grundmetallbetrieben. Die nächsten 7 Jahre war er in technischen Vertriebsfunktionen für den Rohstoffsektor tätig und die letzten 14 Jahre bei Scantech, wo er in seiner aktuellen Position als Chief Marketing Officer und Minerals Consultant die globalen Marketing- und Vertriebsfunktionen leitet. Er ist seit über 35 Jahren Mitglied des AusIMM und ist Mitglied der SME in den USA und des CIM in Kanada. Henry Kurth hat auf mehr als 25 großen Mineralienkonferenzen und Workshops über Anwendungen der Echtzeit-Analysetechnik referiert.
Dr. Luke Balzan, Chief Technical Officer
Scantech International Pty Ltd, Adelaide/Australien, l.balzan@scantech.com.au