Das neue Enhanced Energy Utilization (EEU) System der PMT-Jetmill
 Quelle/Source: PMT
Quelle/Source: PMT
 Quelle/Source: PMT
Quelle/Source: PMT
 Quelle/Source: PMT
Quelle/Source: PMT
 Quelle/Source: PMT
Quelle/Source: PMT
 Quelle/Source: PMT
Quelle/Source: PMT
 Quelle/Source: PMT
Quelle/Source: PMT
 Quelle/Source: PMT
Quelle/Source: PMT

Zusammenfassung: Die Anforderungen an Füllstoffe ändern sich zunehmend in Richtung funktionaler Additive. Wesentlich für diese funktionellen Eigenschaften ist neben extremer Feinheit auch die Kornform. Um die Effizienz bei der Mikronisierung dieser hochlamellaren Füllstoffe zu steigern, wurde die PMT Spiralstrahlmühle durch die Entwicklung des EEU Systems (Enhanced Energy Utilization) in ihrem Wirkungsgrad erheblich verbessert.
1 Einleitung
Von Seiten der Anwender von Füllstoffen, primär aus der Kunststoffindustrie, steigen die Anforderungen zunehmend. Vom reinen Volumenfüllstoff ändert sich das Profil hin zu funktionalen Additiven und Füllstoffen. Diese funktionellen Eigenschaften sind neben der Feinheit oftmals auch mit der Kornform verbunden.
Moderne Spiralstrahlmühlen stellen den Stand der Technik bei der Mikronisierung hochlamellarer Füllstoffe dar. Durch die spezielle Art der Zerkleinerung mittels Scherkräften kann dabei die für die nachfolgenden Anwendungen entscheidende Kornform – ob nun blättchen- oder nadelförmig – erhalten oder sogar verbessert werden.
Doch auch bei diesem Mahlverfahren steigt natürlich der Druck der wirtschaftlichen Effizienz. Um diese zu steigern, konnte die bewährte PMT Spiralstrahlmühle durch die Entwicklung des EEU Systems (Enhanced Energy Utilization) in ihrem Wirkungsgrad erheblich verbessert werden. Dabei handelt es sich einerseits um einen Kompressor, der die Druckluft mit deutlich höherer Austrittstemperatur bereitstellt und andererseits um eine gezielte Wassereinspritzung.
2 Grundlagen
Strahlmühlen werden neben Dampf zumeist mit Druckluft betrieben. Bei der Umsetzung der Energie in den Mahldüsen kann nicht nur die Druckenergie, sondern auch in hohem Maße die thermische Energie genutzt werden. Diese thermische Energie entsteht bei der Kompression in jedem Fall und kann bei einstufigen Systemen großteils genutzt werden; in mehrstufigen Verdichtersystemen muss ein Teil davon im Zwischenkühler vernichtet werden. Diesen Teil so gering als möglich zu halten, gilt als Ziel zur Verbesserung der gesamten Energieeffizienz.
Speziell im Bereich der hochlamellaren oder nadelförmigen Industrieminerale werden heute fast ausschließlich Spiralstrahlmühlen eingesetzt, bei denen die Zerkleinerung primär durch Scherkräfte hervorgerufen wird, die delaminierend wirken.
3 Korngrößenbestimmung und Aspektverhältnis
Im Bereich der Mahl- und Sichttechnik ist die Basis vieler Produktdefinitionen die Korngrößenverteilung der Mahlprodukte. Die unterschiedlichen Bestimmungsmethoden dieser Werte ergeben mitunter deutlich unterschiedliche Werte. So unterscheiden sich die im Fein- und Feinstbereich am meisten verbreiteten Messmethoden – Lasergranulometrie und Sedimentationsanalyse – immer deutlicher, je mehr die Partikelform von der idealen Kugel abweichen.
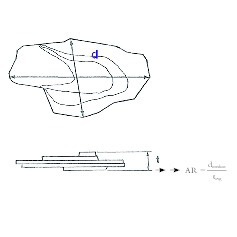
Das Aspektverhältnis ist ein Maß für die Lamellarität des Produktes und ist das Verhältnis aus größter Dimension zu kleinster, im Falle von lamellaren Produkten als beispielsweise dem Durchmesser des Blättchens zu dessen Dicke (Bild 1), bei nadelförmigen Produkten der Länge zum Durchmesser der Nadeln. Es gibt eine Vielzahl unterschiedlicher Beurteilungsmethoden für das Aspektverhältnis. Allen gemein ist ein mehr oder weniger hohes Maß an Subjektivität des Beurteilers.
Eine Möglichkeit ist, dass man kann sich nun die oben beschriebenen Unterschiede bei der Messung der Kornverteilung zur qualitativen Beurteilung des Aspektverhältnisses zunutze macht. Hierzu kann man den Lamellaritätsindex als Verhältnis der d50-Werte einmal bestimmt mittels Lasergranulometrie und einmal mittels Sedimentationsanalyse heranziehen.
L = d50,Laser
d50,Sedigraph
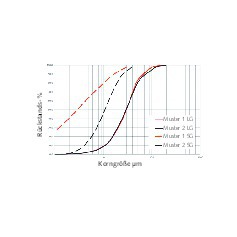
Bild 2 zeigt vergleichsweise diese beiden Messverfahren an zwei Industriemineralmustern unterschiedlicher Lamellarität. Man erkennt, dass Produkte mit höherer Lamellarität (Muster 1 – rote Kurven) einen deutlich größeren Unterschied zwischen den beiden Methoden (LG Lasergranulometrie – SG Sedigraph) aufweisten, als Produkte mit geringerer Lamellarität (Muster 2 – schwarze Kurven). In diesem Beispiel weist Muster 1 einen Lamellaritätsindex von etwa 10 auf, Muster 2 hingegen nur etwas über 3.
Eine Vielzahl von Vergleichsmahlungen und Untersuchungen hat gezeigt, dass eine qualitative Abschätzung des Aspektverhältnisses über diese Methodik durchaus geeignet ist (Bild 3). Auch hat sich gezeigt, dass bei der Auswahl geeigneter Mahlmethoden die Lamellarität bzw. das Aspektverhältnis relative geringe Schwankungen mit der Korngröße mit sich bringt.
4 Einsatz von funktionellen Füllstoffen
Vor allem beim Einsatz von solchen hoch lamellaren Industriemineralen als funktionelle Füllstoffe beispielsweise in Kunststoffanwendungen oder bei der Herstellung von Farben und Lacken hat sich gezeigt, dass vor allem mechanische Eigenschaften, wie Steifigkeit, Schlagzähigkeit, Kratzfestigkeit u.ä. deutlich verbessert werden konnten. Dies vor allem auch deswegen, weil das Aspektverhältnis durch den Einsatz geeigneter Mahlanlagen, wie eben der Spiralstrahlmühle auch im feinsten Bereich erhalten oder sogar leicht erhöht werden kann.
5 EEU System – Enhanced Energy Utilization
Ein weiterer wesentlicher Punkt bei ultrafeinen, funktionellen Füllstoffen ist jedoch auch die energieeffiziente und somit wirtschaftliche Produktion dieser Produkte. Dies impliziert auch, dass selbst Produkte im feinsten Korngrößenbereich in industriellen Mengen hergestellt werden können bzw. deren Ausstoß je Maschineneinheit erhöht wird. Hierbei ist einerseits die effiziente Herstellung der Druckluft wesentlich, aber noch vielmehr ein hoher Wirkungsgrad bei der Umsetzung der in der Druckluft steckenden thermischen sowie Druckenergie in Mahlleistung.
Einstufige Kompressoren sind in ihrem maximalen Druck limitiert, weswegen sie nur in wenigen Mahlsystemen zum Einsatz kommen. Der geringere Druck muss durch größere Druckluftvolumina kompensiert werden, um die gleiche Kapazität wie bei Anlagen mit Hochdruckkompressoren zu erreichen. Damit steigt jedoch auch die Baugröße der Anlage je Tonne produzierten Mahlguts. Jener Teil der Energie der Druckluft, der jedoch den höheren Einfluss auf die Mahlleistung hat, ist die thermische Komponente.
PMT-Jetmill hat gemeinsam mit dem renommierten Kompressorenhersteller KAESER (www.kaeser.at) einen Kompressor (Bild 4) entwickelt, der durch verminderte Zwischenkühlung eine deutlich höhere Austrittstemperatur der Druckluft von bis zu 240 °C bei gleichbleibendem Energieeintrag bereitstellt. Dieser Schritt alleine führt bereits je nach Mahlgut zu einer Reduktion des spezifischen Energiebedarfes je Tonne Fertigprodukt von mehr als 15 % verglichen mit Standardkompressoren bzw. Strahlmühlen.
Durch gezielte Wassereinspritzung direkt in den Mahlraum (Bild 5) kann der noch verbleibende thermische Energieanteil weiter genutzt werden. Einerseits kommt es zu einer verbesserten Mahlwirkung durch die unmittelbare Expansion bei der Verdampfung des Wassers und andererseits durch die generelle Abkühlung des Systems zu einer verbesserten Sichteffizienz des eingebauten hochdynamischen Sichters.
Basis des Trennvorganges bei Sichtern zwischen Fein- und Grobgut ist das Kräfteverhältnis zwischen abweisender Zentrifugalkraft des rotierenden Sichterkorbes und mitnehmender Radialkraft des Luftstromes. Die grundlegende Einstellgröße im Betrieb ist die Drehzahl und somit die, die Zentrifugalkraft bestimmende Umfangsgeschwindigkeit. Unterstellt man laminare Teilchenumströmung, was bei Korngrößen < 100 µm zulässig ist, so findet man die Trennkorngröße, also jene Partikelgröße, bei der Zentrifugal- und Radialkraft im Gleichgewicht stehen, mit Hilfe der Stokes’schen Gleichung:
dT = 18 · ηdyn · νr · r
(rs - rl) · v 2u
Neben der beschriebenen Einstellgröße der Umfangsgeschwindigkeit gibt es noch weitere Parameter, die im Normalfall nicht veränderlich sind. Dabei handelt es sich im Wesentlichen um die stofflichen Parameter wie die Dichte des Materials und der Luft sowie deren dynamische Viskosität. Auch die radiale Einzugsgeschwindigkeit vr wird durch die Zustandsgrößen der Luft beeinflusst.
Die Abkühlung bewirkt einerseits eine Erhöhung der Dichte der Luft und führt somit zu einer Reduktion des Luftvolumenstromes bzw. der radialen Einzugsgeschwindigkeit in den Sichterrotor und andererseits zu einer Reduktion der dynamischen Viskosität der Luft. Diese beiden Faktoren führen dazu, dass bei gleicher Produktfeinheit die Umfangsgeschwindigkeit des Sichterrotors deutlich reduziert werden kann. Generell ist bei der PMT Spiralstrahlmühle im Vergleich zwischen EEU System und konventioneller Betriebsweise eine Verringerung der Sichterdrehzahl um etwa 10 – 15 % realisierbar. Damit kann bei gleichbleibend guter Oberkornbegrenzung eine steilere Kornverteilung mit weniger Feinstteilen erreicht werden.
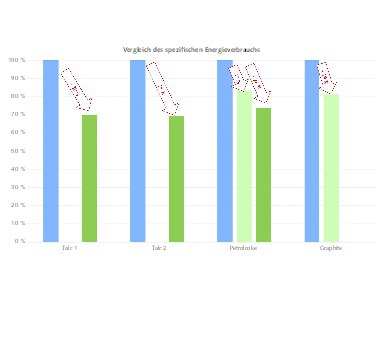
Die Wasserdosierung erfolgt geregelt über die relative Feuchte, um ein Kondensieren des Wassers im System zu vermeiden. Bis zum endgültigen Austritt der Luft aus dem System wird somit ein untersättigter Betrieb gewährleistet. Durch den Einsatz des gesamten EEU Systems (Enhanced Energy Utilization), bestehend aus der hohen Temperatur der Druckluft und der Wassereinspritzung, ist eine Reduktion des spezifischen Energiebedarfes je Tonne Fertigprodukt von bis zu 30 % erreichbar (Bild 6).
6 Fazit
Die Anforderungen an Füllstoffe ändern sich zunehmend in Richtung funktionaler Additive. Wesentlich für diese funktionellen Eigenschaften ist neben extremer Feinheit auch die Kornform. So ist die Verbesserung der mechanischen Eigenschaften in Kunststoffen erheblich an Füllstoffe mit hohem Aspektverhältnis gebunden, d.h. die Verstärkungswirkung nimmt mit dem Aspektverhältnis zu.
Spiralstrahlmühlen zerkleinern hauptsächlich durch Scherkräfte, was zu einer verbesserten Delaminierung der Produkte führt. Durch den eingebauten hochdynamischen Sichter in der PMT Strahlmühle ist zudem auch die Forderung nach ultrafeinen Produkten, die im Oberkorn genau begrenzt sind erfüllbar.
Ein wesentlicher Punkt in der wirtschaftlichen Herstellung entsprechender hochfeiner, delaminierter Produkte ist eine möglichste hohe Umsetzung der eingebrachten Energie. Bei Strahlmühlen wird diese Energie oftmals in Form von Druckluft bereitgestellt. Bei der Umsetzung in Mahlleistung ist neben der Druckenergie vor allem die thermische Energie, die bei der Kompression entsteht essentiell. D.h. die Temperatur der Druckluft sollte so hoch als möglich bis zur Umsetzung in die Mahldüsen gelangen. Das bedeutet, dass vor allem bei mehrstufigen Kompressoren im Bereich der Zwischenkühlung so wenig Energie als möglich abgeführt werden sollte.
Durch gezielte Wassereindüsung kann die verbleibende Restwärme durch unmittelbare Verdampfung noch in Mahlleistung umgesetzt werden. Durch diese Verdampfung kommt es auch zu einer Abkühlung des gesamten Systems, was zu einer Effizienzsteigerung im Bereich der Sichtung durch Reduktion der erforderlichen Umfangsgeschwindigkeit führt. Durch diese Maßnahmen konnte in der PMT Spiralstrahlmühle durch die Ausrüstung mit dem beschriebenen EEU System der spezifische Energieverbrauch um bis zu 30 % reduziert bzw. die Durchsatzleistung bei gleichbleibendem Energieeintrag und gleicher Maschinengröße je nach Material um bis zu 30 % erhöht werden.



